如何进行工件的内孔孔径和圆度相对偏差的测量
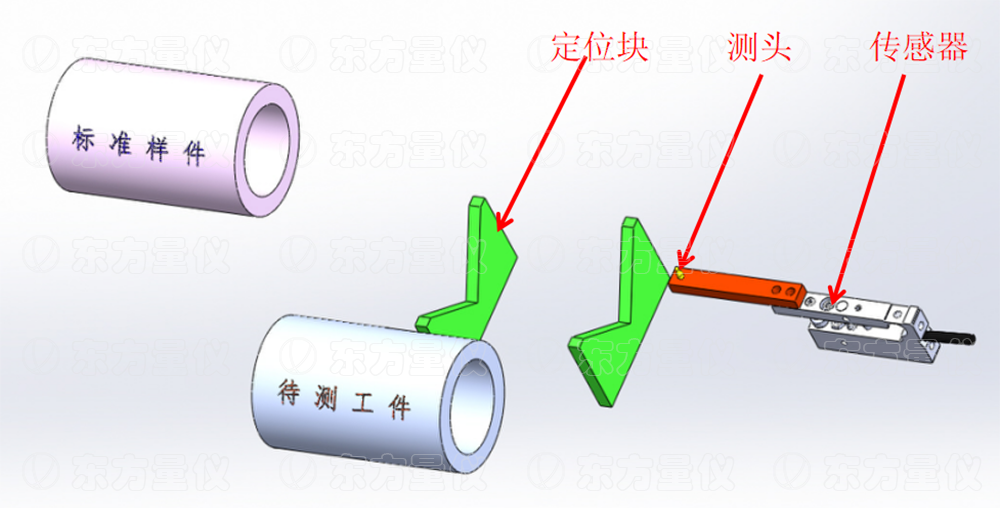
图1 测量示意图
本方案是采用LVDT位移传感器,结合固定工装对产品的内孔孔径和圆度进行测量。因为是比较测量,所以必须要有标准样件。具体步骤如下:
先放入标准样件,传感器带动测头进入测量位置,边旋转工件边对传感器进行校准。校准后,对测量仪表定零。然后传感器退出,取出标准样件,开始测量工件。
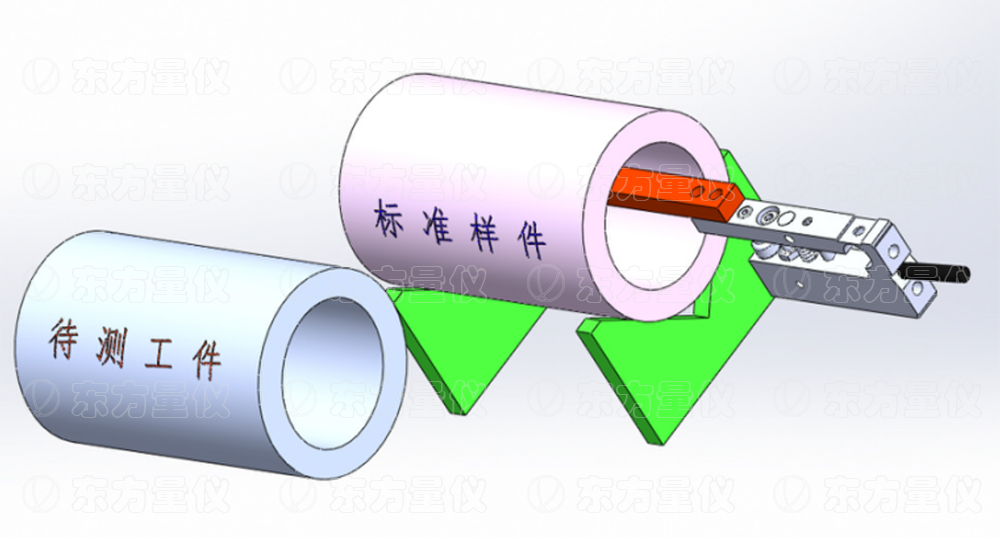
图2 测量方案示意图
放入待测样件,传感器带动测头进入原先固定的测量位置,然后边旋转工件边测量。
读取测量仪上传感器最大和最小偏差,分别记为:T最大、T最小
那么该工件内径上下极限偏差为:T最小/T最大
同时可计算出内孔圆度公差为:T最大-T最小

图3 测量方案示意图
本次测量方案中应用到的产品为一体式弹性位移传感器与MD综合测量仪。一体式弹性位移传感器,有效量程:±0.55mm,分辨率0.1μm。MD综合测量仪是带有显示、运算、数据存储、反馈输出功能的综合测量仪。可以代替普通的量仪+PLC或者量仪+电脑的应用。

图4一体式弹性位移传感器

图5 MD综合测量仪
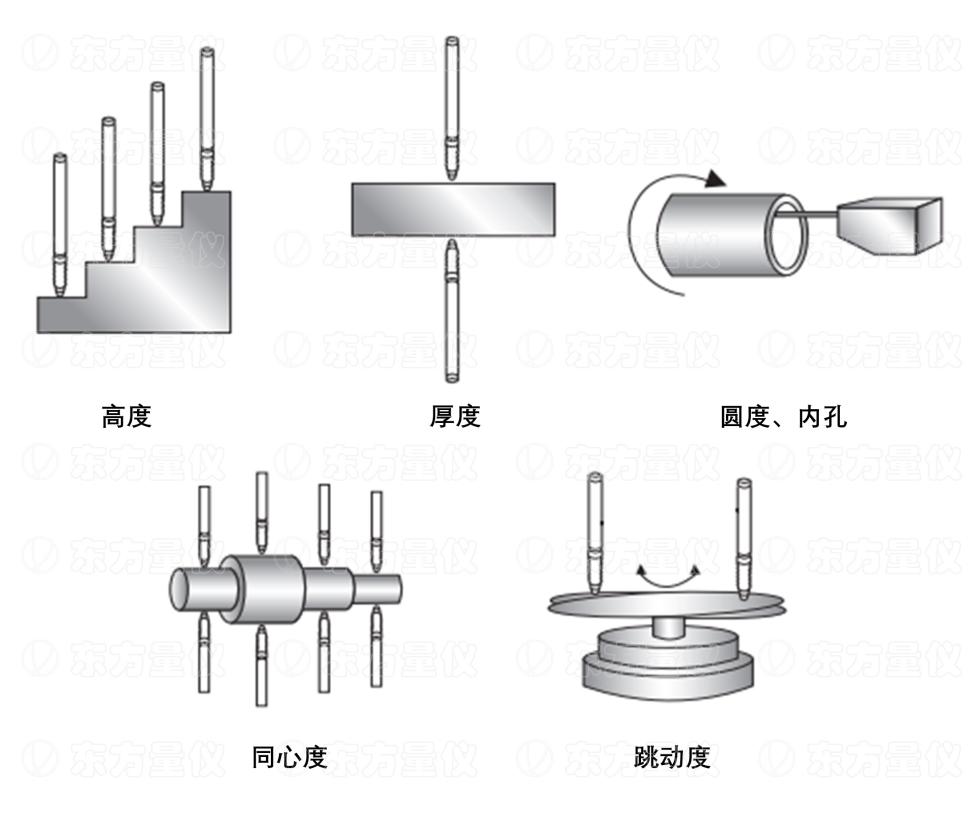
对于加工件的几何尺寸测量,比如高度、长度、厚度以及圆度、同心度、跳动度等,都可以采用位移传感器,结合信号处理放大器,对工件进行测量。测量的结果可以由电脑端SPC软件读取,以Excel格式保存,进行常规的统计分析,或者上传数据库等操作。