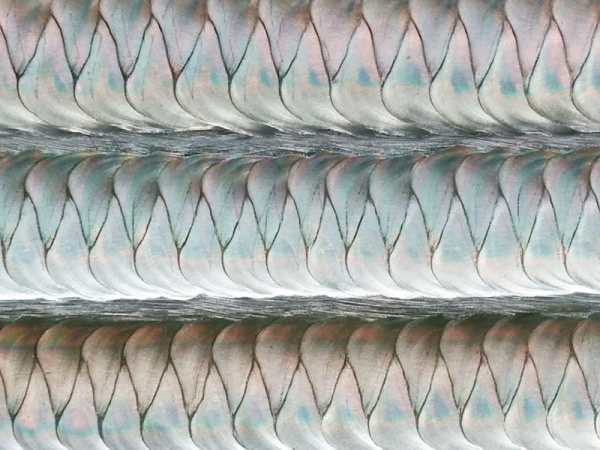
氩弧焊是一种高质量的焊接方法,想要焊出漂亮的鱼鳞焊纹,以下是氩弧焊在焊接过程中的细节要点及注意事项:
引弧
氩弧焊有两种引弧方式,即接触引弧和非接触引弧。非接触引弧是通过高频振荡器或高压脉冲发生器在钨极和工件之间产生高频高压电场,使气体电离从而引弧。这种方式能有效避免钨极污染,在精密焊接中应用较多。引弧时,要在工件的引弧板上进行,避免在工件的正式焊缝位置引弧,以免产生缺陷。
焊接参数控制
焊接电流是关键参数之一。电流过大,会导致熔池过深、焊缝过宽,容易产生烧穿、咬边等缺陷;电流过小,则会使熔池温度不够,焊缝熔合不好,出现未焊透等情况。例如,焊接 3mm 厚的铝合金,焊接电流一般控制在 80 - 120A。
焊接速度也要适当。焊接速度过快,会使焊缝的余高过低、熔宽变窄,甚至出现未熔合的现象;焊接速度过慢,则会使熔池金属堆积过多,焊缝过高,还可能导致过热。对于 10mm 厚的碳钢管道焊接,焊接速度一般在 8 - 12cm/min 较为合适。
氩气流量要保持稳定。如果氩气流量不足,空气会侵入熔池,使焊缝产生气孔、氧化等缺陷;氩气流量过大,会造成氩气浪费,并且可能导致焊接区域紊流,影响气体保护效果。在有风的环境下焊接,还需要适当增大氩气流量或者采取防风措施。
运丝方式
对于手工氩弧焊,焊丝的送进方式有连续送进和断续送进。连续送进焊丝时,焊丝的速度要与焊接速度相匹配,保证焊丝能够均匀地熔入熔池。断续送进焊丝常用于间隙较小的焊缝,在熔池金属将要凝固时,将焊丝快速送入熔池,然后撤回,如此反复操作。送丝位置要准确,一般是在熔池的前沿,使焊丝能够与熔池金属充分混合。
焊接姿势和位置
焊工的姿势要舒适、稳定,以便能够灵活地操作焊枪和送丝。在平焊位置焊接时,焊枪角度一般为 70°- 80° 与工件表面夹角,焊丝与工件表面夹角为 10°- 15°。在立焊位置,要采用向上立焊或向下立焊的方法,向上立焊时,焊枪角度为 60°- 70°,向下立焊时,焊枪角度为 80°- 90°,并且要控制好熔池的大小,防止熔池金属下淌。
太麻烦了,如果有一款只要输入焊接管径,壁厚的设备,就可以直接开焊多好啊!实际作业生产中,根据管件的材料、厚度、形状等因素选择合适的焊接工艺,保障焊接质量和效率。并进行严格质量控制和测试,确保焊接接头的可靠性。美焊管管自动焊机,作为一种优良的便携管道焊接神器,广泛应用于相关制造加工领域。
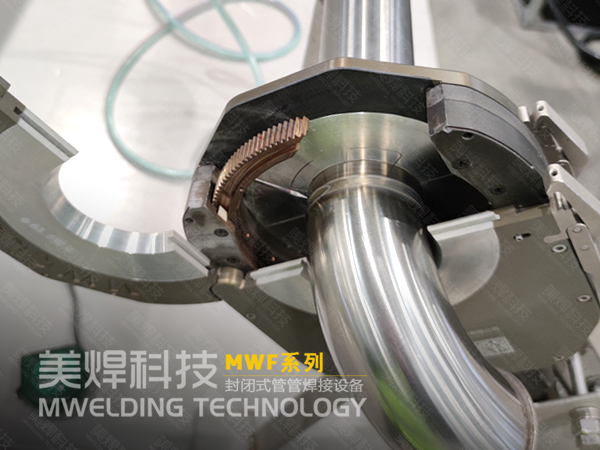
1. 此类便携 管管自动焊机 ,采用封闭式机头设计,能很好保证焊接过程焊缝充足氩气保护,降低外界环境如风力干扰影响。
2. 设备采用钨针轨道式精准环绕结构,确保焊接过程中钨针与管件的焊接距离恒定,与传统手工作业相比,电弧电压更加稳定,成型均一。
3. 数字化智能焊接控制系统,能够通过对焊接电流、电压、焊接速度等参数的准确设备与调节,有效控制焊接热量输入,从而更好的控制焊接热影响区,提升焊接质量,降低焊缝缺陷,确保焊后管件使用性能。
4. 超薄紧凑或迷你夹持的焊机结构,对于狭小、高空作业空间,人工难作业应用场景,具有很好的可达性,作业范围灵活。精密的迷你夹持与焊接机构,有助于细小管件的焊接品质、效率提升。
5. 设备无需专业焊接技能要求,新手也能分分钟焊出优质焊缝。系统配备的专家焊接参数支持,有效确保焊接能力专业化输出。
6. 焊接程序的数字化智能管理模式,能大大降低焊接技能依赖。依靠设备精准控制,焊接标准化作业管理得以实现,大规模批量、高标准均一焊接输出成为可能。生产管理者可通过合理的设备、人员配置与精益化管理,获得良好的经济效益。
您的浏览器不支持 video 标签。
MWF-120管管焊机展示焊接实力
针对现在持续高涨的人力用工成本与管理难题,经简单培训后谁都会操作的MWF管道自动焊接机从根本上解决了生产难题。它将普通人较难掌握的焊接工序,变成智能数字可控的标准化作业。代表着先进生产方式与高效加工能力的同时,从业务底层改变用工模式,让用工变得灵活,加工能力快速优化提升成为可能,企业生产管理更加容易。
