通过PECVD技术制备用于晶体硅太阳能电池的高效钝化且无气泡的电子选择性多晶硅基接触层
一、研究背景与实验设置
在全球积极推进碳中和的形势下,光伏产业的重要性与日俱增,晶体硅太阳能电池占据着市场的主导地位。其中,n 型 c - Si 衬底的 TOPCon 结构因其在载流子选择性钝化接触和与现有 PERC 生产线兼容性方面的优势,成为研究和工业应用的重点方向,且其市场份额预期在未来十年内会有显著增长。然而,PECVD 法制备 TOPCon 结构时的气泡问题严重影响了电池性能,亟待解决。
本研究在材料和方法上进行了系统设计。在 TOPCon 气泡抑制过程中,采用单面镜抛 n 型 Czochralski(100)c - Si 晶片,先通过硝酸浸泡生长隧道 SiOₓ层,再用 PECVD 在 275°C 沉积约 70nm 的 P - doped a - Si:H 层,随后在氮气氛围下经 400°C 预退火和 850°C 激活掺杂及结晶退火处理。在此过程中,通过改变本征内层的沉积条件(如气体流量比、是否退火等)来探究其对气泡形成的影响,本征内层包括 i - a - Si:H、i - Poly - Si、i - μc - Si 等,厚度为 10 - 20nm,并利用透射电子显微镜(TEM)和寿命测试仪分别观察结构和测量隐含开路电压(iVoc)。在 TOPCon 太阳能电池制备方面,选用特定晶片经硼扩散、清洗蚀刻等步骤后,在正面和背面分别沉积不同的钝化层和电极。
二、TOPCon 气泡抑制过程结果与分析
气泡形成与抑制现象(结合图 2 和表 1)

图 2 展示了不同沉积结构在 850°C 结晶退火后的光学显微镜图像。其中,图 2(a)显示在 SiOₓ上直接沉积 P - doped a - Si:H 层并结晶退火后,样品表面出现了明显的气泡,这表明该结构在这种条件下容易产生气泡问题。从表 1 可知,随着 P - doped a - Si:H 厚度从 20nm 增加到 70nm,气泡密度增大(图 S2),进一步说明了直接沉积的结构中气泡问题随厚度增加而加剧。当引入本征内层时,情况有所不同。图 2(b)表明用仅含 SiH₄的气体沉积 i - a - Si:H 作为内层时,类似无内层情况仍会产生气泡;而图 2(c)显示由 i - a - Si:H 结晶退火形成的 i - Poly - Si 内层则成功抑制了气泡的产生。对于 i - μc - Si 内层,表 1 显示当 H₂/SiH₄气体流量比为 80 时可抑制气泡,但为 40 或 60 时会产生气泡。从图 3 的 TEM 图像可以看到,i - Poly - Si 层表面相对平坦且能观察到晶格,呈现结晶和非晶混合态,厚度约为 3.7nm,i - a - Si:H 层厚度设为 10nm,在结晶退火和 HF 处理过程中,i - Poly - Si 层厚度可能因氧化层形成而有所蚀刻;i - μc - Si 层表面不平整,有几纳米的不规则性,内层全区域可观察到晶格,晶体状态在层内随机排列。
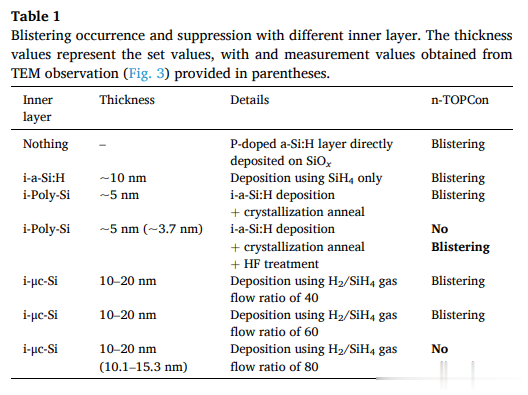

结论:本征内层的类型和沉积条件对气泡形成有显著影响。i - Poly - Si 内层和特定条件下(H₂/SiH₄气体流量比为 80)的 i - μc - Si 内层可有效抑制气泡,而 i - a - Si:H 单独作为内层无法抑制气泡。这主要是因为 i - Poly - Si 和合适条件的 i - μc - Si 为氢原子扩散提供了有利条件,减少了氢在界面的积累,从而避免气泡产生,而 i - a - Si:H 不具备这种特性。
钝化性能分析(结合图 4 和图 5)


图 4 描绘了 iVoc 随结晶退火温度的变化曲线。可以看出,i - Poly - Si 内层样品在 750 - 900°C 退火时表现出优异的钝化性能,iVoc 大于 720mV,但在 950°C 退火时 iVoc 大幅下降。这是由于高温可能破坏了隧道 SiOₓ结构,影响了钝化效果。相比之下,i - μc - Si 内层样品性能较差,最大 iVoc 约 680mV 且随退火温度升高而降低。从图 5 的 TEM 图像可知,结晶退火后 i - Poly - Si 内层样品的多晶硅层晶粒大且与隧道 SiOₓ层界面清晰,这有利于载流子传输和减少复合,从而保证了良好的钝化性能;而 i - μc - Si 内层样品的多晶硅层有大量晶界且隧道 SiOₓ层出现晶格,表明 i - μc - Si 可能在低温下结晶影响了 SiOₓ层,导致界面钝化不足,随着退火温度升高,SiOₓ层进一步结晶,使得 iVoc 降低。
结论:i - Poly - Si 内层在合适的退火温度范围内能提供良好的钝化效果,而 i - μc - Si 内层由于对 SiOₓ层的不良影响,导致其钝化性能不佳,不适合作为理想的本征内层用于提升钝化性能。
三、TOPCon 太阳能电池性能结果与分析

图 6 展示了本研究制备的太阳能电池的电学性能测试结果。从图中可以看出,制备的太阳能电池填充因子(FF)较高,但短路电流密度(Jsc)和 Voc 低于以往报道的 TOPCon 太阳能电池。在电池制备过程中,正面形成发射极和 AlOₓ/SiNₓ钝化层、背面形成 TOPCon 结构和 SiN 层后,iVoc 从对称 TOPCon 结构的大于 720mV 降至约 700mV,这表明正面处理使 iVoc 降低了 20mV,说明正面结构对电池性能有一定的负面影响。电极印刷和烧结后,电压进一步降至 677mV,又降低了约 23mV,进一步凸显了电极制备过程对电池性能的影响。此外,300nm 波长处的外部量子效率(EQE)约 50%,远低于其他 TOPCon 电池,这表明在该波长区域电池的光电转换能力较弱。
结论:目前制备的 TOPCon 太阳能电池在性能上存在不足,主要原因是发射极区域钝化不足和电极处存在复合中心。正面结构和电极制备过程均会降低电池的 Voc,且在短波长区域的光电转换效率有待提高。
四、研究总体结论
本研究成功实现了在隧道 SiOₓ和 P - doped a - Si:H 层之间形成本征内层的无气泡 n - TOPCon 结构。通过对比 i - Poly - Si 和 i - μc - Si 内层,发现它们虽都能抑制气泡,但在钝化性能上存在显著差异。i - Poly - Si 内层样品表现出良好的钝化性能,而 i - μc - Si 内层样品因可能破坏隧道 SiOₓ层而导致钝化性能较差。
采用无气泡的 TOPCon 结构制备的太阳能电池 Voc 为 677mV 且 FF 较高,但为进一步提升性能,关键在于增强发射极侧的钝化特性并抑制电极接触区域的复合中心。同时,考虑到生产过程中,内层形成和 HF 处理等额外步骤延长了整体沉积时间,且退火温度 ramp rate 较慢,后续应优化工艺,如提高退火温度 ramp rates 和通过惰性气氛退火防止氧化层形成以避免 HF 处理,这对于提高沉积过程效率和电池性能至关重要。
