工业直拉工艺数据分析:结构缺陷铸锭的研究-挪威科技大学 (NTNU) 材料科学与工程系-2025 年 1 月 28 日在线提供

一、研究背景
在硅基光伏产业中,单晶硅片因效率高、缺陷率低占据主导地位,其由直拉法(Czochralski)制备硅锭后切割而成。然而,硅锭生长过程中的结构缺陷(SL)问题严重影响生产良率。由于生长大尺寸硅晶体的复杂性,识别 SL 原因颇具挑战。现有研究受限于硅锭数量及高昂表征成本,本研究旨在通过分析约 14000 个工业 7 英寸直拉 N 型硅锭数据,探究影响 SL 的工艺参数,推动直拉工艺的数字化与优化。
二、实验细节
分析了 9 英寸工业直拉磷掺杂硅锭的日志数据,以及 14012 个 7 英寸硅锭(在 20 和 22 英寸涂有 BaCO₃的石英坩埚中生长一年)的数据,数据涵盖加热器温度、压力、气体流量等关键参数。通过硅锭重量、冠部和颈部重熔次数等因素区分有、无 SL 的硅锭,并分析凝固硅锭表面,关注位错产生处的晶面及单晶到多晶的过渡区域。
三、结果与讨论
SL 位置与常规处理(结合图 1、图 2):
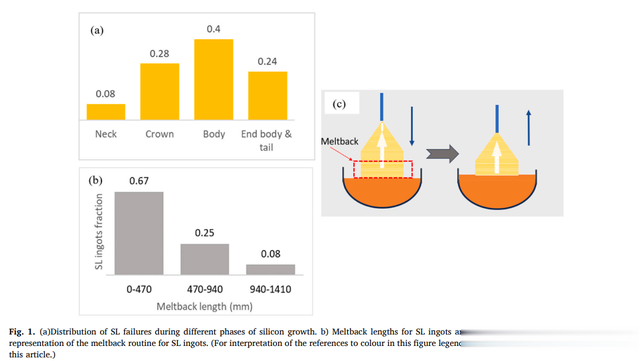
从图 1 可知,SL 多发生在冠部生长和锭体阶段。若在锭体生长早期、冠部和颈部阶段且锭长小于 400mm 检测到 SL,通常会熔化受影响部分并重启稳定化过程;若锭长超过此长度,则建议终止过程,移除硅锭并回收缺陷部分。这表明 SL 的处理方式与发生阶段和锭体长度密切相关。。
压力和气体流量的影响(结合图 2):

分析图 2 中数据,生长末期锭体末端压力测量显示,有 SL 的硅锭压力积聚更高,而氩气流量在有、无 SL 的硅锭间无显著差异。这可能是因为 SL 硅锭熔体汽化加剧(如 SiO 汽化与拉晶装置中的石墨反应),且气体出口可能堵塞或沉淀,而氩气流量除非供应出现问题,否则会保持设定值。说明压力对 SL 有影响,而气体流量在现有条件下对 SL 影响不大。
坩埚尺寸和供应商的影响(结合图 3):

由图 3a 可见,22 英寸坩埚比 20 英寸坩埚 SL 发生率略高(约 2%),这是因为坩埚尺寸影响温度分布和熔体流动,且尺寸变化会改变热区。不同供应商的坩埚质量也有差异,从图 3b 可知供应商 1 的坩埚 SL 风险略高,坩埚的均匀性、高温粘度等因素对生长稳定性至关重要,但日志数据未详细记录这些参数。表明坩埚尺寸和供应商是影响 SL 的重要因素,需进一步关注坩埚质量相关参数。
硅锭生长顺序的影响(结合图 4):

观察图 4 中两个制造商的数据,同一坩埚中首个生长的硅锭 SL 风险更高。尽管坩埚初始较新,但炉内稳定性受颗粒数量、温度控制等因素影响。这说明在生产过程中,对首个硅锭生长过程的精细控制可降低 SL 风险。
原料类型的影响(结合图 5):

从图 5a 可看出,某些原料类型(如 A/C、C 和 E)SL 风险较高。图 5b 显示原料 E 和 A/C 虽稳定化时间短,但风险高。原料类型 A/D 产量较好但稳定化时间最长。这表明原料类型对 SL 有显著影响,优化过程需平衡稳定化时间、产量和成本。
表面数据分析(结合图 6):

分析图 6a 可知,超 40% 的 SL 案例生长脊宽度大于 6mm,表明失效点热梯度低;从图 6b 可见 18% 的案例热梯度显著降低 53%,对应生长脊变窄。约 30% 的 SL 硅锭多晶生长起始点与位错起始点距离小于 2cm,结合图 6d,可能是由于粒子到达固液界面引发结构退化。说明生长脊宽度和相关距离是判断 SL 原因的重要指标。
四、研究结论
本研究分析约 14000 个工业 7 英寸直拉硅锭数据后发现,SL 在晶体生长前 600mm 更普遍,同一坩埚中首个硅锭尤甚,因此生长早期需加强控制与稳定化。延长稳定化时间可减少 SL,且大量 SL 事件与失效点热梯度低有关,故需维持最佳热条件。约 30% 的 SL 与固液界面的外来粒子冲击有关,应加强污染控制。坩埚尺寸、供应商及硅锭生长顺序均影响 SL 发生率,原料类型和质量也影响 SL 速率,优化过程需平衡各因素。表面数据分析表明生长脊宽度和位错与多晶成核的距离是 SL 的关键指标,小于 2cm 可能是粒子冲击导致的 SL。总之,本研究明确了直拉工艺中影响 SL 的因素,并为工艺改进提供了建议,未来还需进一步优化工艺参数、坩埚质量和污染控制。
五、图表分析
图 1:展示了硅生长不同阶段 SL 故障的分布情况、SL 硅锭的回熔长度百分比及回熔流程示意图。可直观看出 SL 多发生在冠部生长和锭体阶段,为研究 SL 发生规律提供基础数据,帮助确定不同阶段 SL 的处理方式。
图 2:呈现了有、无 SL 硅锭的平均压力测量值和平均气体流量值的 95% 置信区间图。清晰表明 SL 硅锭在生长末期压力积聚高,而气体流量无显著差异,为分析压力和气体流量对 SL 的影响提供直观证据。
图 3:包括不同直径坩埚中生长的 SL 硅锭百分比及不同供应商坩埚中 SL 硅锭比例。能看出 22 英寸坩埚 SL 发生率略高于 20 英寸坩埚,且供应商 1 的坩埚 SL 风险稍高,凸显坩埚尺寸和供应商对 SL 的影响。
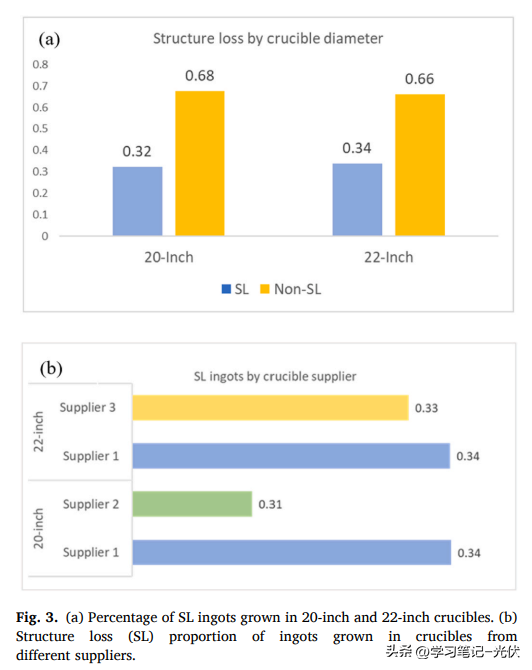
图 4:展示了两个不同制造商在同一坩埚内硅锭生长顺序与 SL 分数的关系。直观呈现出首个硅锭 SL 风险更高,为研究生长顺序对 SL 的影响提供数据支持。
图 5:分别显示了不同原料的 SL 分数及不同原料组合下有、无 SL 硅锭的平均稳定化时间。可看出某些原料类型 SL 风险高,且不同原料稳定化时间与 SL 风险存在关联,有助于原料选择和工艺优化。
图 6:呈现了发生 SL 的硅锭生长脊宽度分布、生长脊宽度变化及从生长脊停止点到多晶硅成核的距离分布。表明生长脊宽度和相关距离是 SL 的重要指标,如宽生长脊和短距离与 SL 密切相关,为表面数据分析提供关键信息。
