连续碳纤维增强热塑性复合材料预浸料,是采用热塑性树脂基体浸渍碳纤维丝束制成的组合物,作为制造热塑性碳纤维产品的关键中间材料,其性能优劣直接决定后期成品质量。在预浸料制作过程中,通过精准调控碳纤维 / 基体比例、预浸料规格以及纤维取向和铺放角度,能够实现对热塑性碳纤维制品的初步设计规划。接下来,将从展丝工艺、温度压力及比例控制等关键工艺环节,深入解析该预浸料的制备要点。

碳纤维热塑性预浸料制造设备(图片来源:上海联净)
一、展丝工艺:提升预浸料性能的关键步骤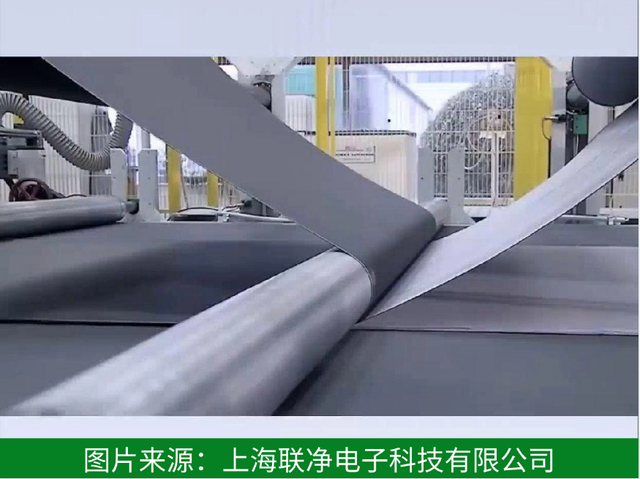
碳纤维展丝工艺(图片来源:上海联净)
在连续碳纤维热塑性复合材料预浸料的制备流程中,展纱工艺占据着举足轻重的地位。由于热塑性树脂在高温环境下具有较大的黏度,当大丝束碳纤维的线密度较高时,树脂基体难以充分浸渍到碳纤维束内部,容易造成基体材料分布不均,产生孔隙,进而对预浸料的性能产生负面影响。而将相同丝束宽度延展得更宽、厚度更薄,能够显著提升热塑性树脂的渗透均匀性。尽管展纱过程不可避免地会对碳纤维造成一定程度的性能损伤,但相较于其为预浸料整体性能带来的提升,这种损伤几乎可以忽略不计。

图片来源:上海联净
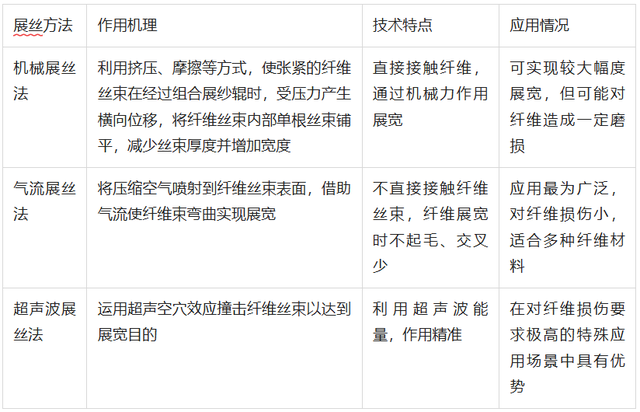
目前,常见的展丝方法依据展丝工具及机理的不同,主要分为机械展丝法、气流展丝法和超声波展丝法,实际应用中也可灵活组合多种展丝方式。以下通过表格对三种展丝方法进行详细对比:
 二、温度、压力与比例的协同调控1. 制备工艺分类
二、温度、压力与比例的协同调控1. 制备工艺分类 2. 熔融浸渍法关键参数
2. 熔融浸渍法关键参数• 温度控制:树脂熔点±10℃范围内,过高导致碳纤维损伤,过低引发浸渍不完全
• 压力调节:0.1-0.5MPa,过压导致基体挤出,欠压造成孔隙率升高
• 基体比例:推荐质量分数25-40%,过高降低纤维承载效率,过低影响界面结合
三、工艺参数对预浸料性能的影响规律 四、结论
四、结论通过展纱工艺优化与温度压力的精准控制,可实现热塑性预浸料孔隙率<1.5%、界面剪切强度>80MPa的高性能目标。建议在实际生产中采用气流展丝结合熔融浸渍工艺,配合在线监测系统实时调控参数,以获得最佳工艺窗口。
文章来源:上海联净电子科技有限公司
注:本站转载的文章大部分收集于互联网,文章版权归原作者及原出处所有。文中观点仅供分享交流,如涉及版权等问题,请您告知,我将及时处理!
