在之前我们对钛材料激光切割的介绍中知道,激光切割会产生热,导致切割面氧化。以及产品热变形。为了解决以上问题,宇铭达金属引入水切割技术。

水切割加工
水切割加工:是利用超高压技术,可以把普通的自来水加压到250-400Mpa压力,然后,再通过内孔直径约0.10-0.35mm的宝石喷嘴。喷射形成速度约为800-1000m/s的高速射流,俗称“水刀”。“水刀”具有很高的能量,可用来切割软基性材料。

示意图
钛材料水切割一般在“水刀”中,加入适量的磨料如石英砂,金刚砂等以增强切割力。

金刚砂
钛材料水切割切割时候先穿孔,之后再以一定的速度走刀切割,最后沙料流的剩余能量由收集器容纳和消切割时水刀散。由水刀切割原理不难看出,水压、沙流量和切割速率是影响材料切割质量至关重要的参数。
根据经验宇铭达金属的切割经验。依照TC4/Gr5板材为例做出下表:
TC4/Gr5
水压
砂流量
切割速率
T<10mm
375MPa
0.68kg/min
260mm/min
10≤T≤20
375MPa
0.68kg/min
150mm/min
20≤T≤30
375MPa
0.68kg/min
65mm/min
30≤T≤40
375MPa
0.68kg/min
48mm/min
钛材料水切割技术优势:水切割技术是一种冷加工方法,具有工件温度低、无热影响区、切割时无热变形等特点。

水切割加工
而其劣势在于:
由于高压水流的使用,水刀设备宝石喷嘴损耗大,需要及时更换。
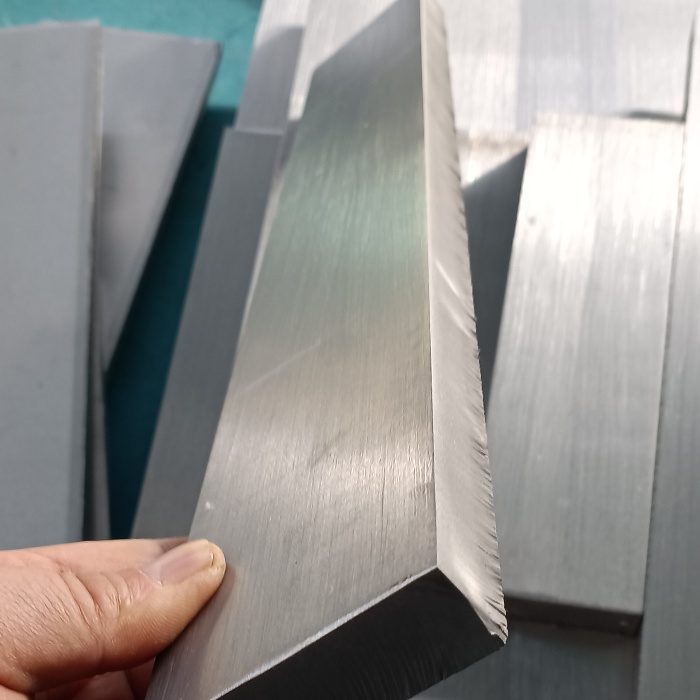
切割面刀口处残留:对于过厚的钛板。例如:10mm以上的板材就会出现斜面(见示意图)。