
许多老式手工家具之所以经久耐用,要归功于榫卯连接。连接木材的方式有很多种,比如使用销钉、燕尾榫或暗袋螺丝,但都没有设计合理、工艺精湛的榫卯连接牢固耐用。
在车间工作时,卯眼通常先做好。这是因为一旦卯眼制作完成,就很难调整其大小。榫头更容易与卯眼匹配,所以它们通常后做。
你可以用手工制作卯眼,使用凿子;也可以用机器制作,使用钻床、埋头钻或空心凿卯机。目标很简单:卯眼就是简单的矩形孔,其平行侧面垂直且相对光滑平整。有些卯眼的角是方的,有些则是圆的。
榫头更加复杂。它们的侧壁(即插入孔中的表面)必须平直、光滑且平行。但最重要的是,它们之间的距离必须正确;也就是说,榫头的厚度和宽度必须与卯眼相匹配。这里几乎没有出错的空间:为了确保胶水能粘牢,榫头和卯眼之间的总间隙不应超过一张纸的厚度——大约0.003英寸。
然后是肩部(即接头与卯眼周围区域相接触的部分)的问题。它们必须平直、方正且平行,这也需要很高的精确度。
多年来,我尝试了许多不同的方法来制作榫头,寻找一种每次都能快速、精确得到结果的神奇方法。虽然我已经偏爱了几种方法,但我尝试过的每一种方法都有其优缺点。我总结了自己的学习成果,以便你自己判断哪种方法最适合你的车间、你的技能和你的项目。

带 锯
带锯在切割侧壁方面相当不错,但在切割肩部方面效果并不好。虽然可以在带锯上徒手切割榫头,但如果你使用靠尺和挡块,你会得到更好的结果。
在带锯上精确制作榫头的厚度有点麻烦,因为许多靠尺很难以较小的增量进行调整。除非你的刀片非常锋利,否则很难从太厚的榫头上刮下一层薄片。

你最好的选择是先切一个稍微大一点的榫头,然后在台锯上切割其肩部。(见上文。注意挡块下方的间隙,以防切下的部分被卡住。)使用刨槽刨或手动铣机减少榫头的厚度,直到其正确匹配。
基本规则:当你只需要切割几个榫头时,可以考虑使用带锯。设置快速且简单,但刨削每个榫头以使其匹配需要一些额外的时间和很多技巧。
榫头夹具

这是切割侧壁的一种绝佳方法——切割出的侧壁比带锯切割的更直、更光滑。当然,你将不得不在台锯上使用第二个装置来切割接头的肩部。
虽然你可以自己制作一个榫头夹具,但商业夹具也工作得很好。它们通常要花费100美元或更多。
这种方法非常精确,几乎不需要或根本不需要进行装配。大多数夹具都有微调功能,可以调整榫头的位置和厚度。我更喜欢使用垫片来确定榫头的厚度,而不是调整夹具。榫头夹具还允许你将工件左右或前后倾斜,以便切割角度榫头;这里列出的其他大多数方法都很难做到这一点。
然而,榫头夹具确实有两个重要的限制。首先,榫头的最大长度约为3-1/2英寸,这是你在台锯上能做的最深切割。其次,如果你切割的工件长度超过约3英尺,设置可能会变得头重脚轻。
基本规则:对于批量生产来说,榫头夹具是一个好选择——特别是对于椅子,因为榫头经常是成角度的。
Dado Set:槽刨刀组(用于切割木料中的凹槽或槽口)

这是我最喜欢的电动工具方法。
它准确且相对容易设置。最重要的是,它可以同时切割侧壁和肩部。
你需要一套高质量的堆叠式槽刨刀组(Dado)——一套能切割出平坦底部的槽刨刀组。你还需要一个经过改装或升级的锯台斜角规,它在斜角槽中没有任何游隙。如果你没有这样的斜角规,你可以制作一个专用的榫头滑台,带有两个滑轨。
虽然使用锯台的靠尺作为挡块来确定榫头的长度很诱人,但这并不是一种安全的做法。工件可能会卡在靠尺上并扭曲。最好将挡块夹在斜角规的靠尺上。
由于你需要翻转工件以在两侧开槽,因此工件的末端必须完全平齐才能使这种方法有效。调整榫头的厚度只需提高或降低槽刨刀组即可。我通常先切割所有榫头的一侧,然后再微调槽刨刀组的高度,以切割另一侧。这种方法的另一个优点是工件可以是几乎任何宽度或任何长度;支撑它不是问题。
但这种方法有一个潜在的缺点:它会占用你的台锯。
基本规则:这是切割大多数榫头的绝佳方法,但你必须有一套高质量的槽刨刀组和紧密贴合的斜角规。
松散榫头

松散榫头类似于矩形的木销——它们嵌入到两个配合件中切割的榫眼中。你只需要在横档的两端锯出平接接头,这简化了测量,并省去了对肩部的调整——因为根本没有肩部。制作榫眼和它们的松散榫头的方法有很多;以下是我发现有用的三种方法。
你使用手持式雕刻机(plunge router)和自制或商业夹具来雕刻榫眼。你自己制作榫头材料,用圆角铣刀塑形边缘。一个限制是:大多数夹具放置在横档的一端;如果横档长度超过4英尺,这可能会非常不方便。
你使用商业夹具(如Rockler的Beadlock)来指导榫眼的钻孔,并使用制造商的榫头材料或使用特殊的铣刀自行制作。榫眼本质上是一组重叠的孔,效果出奇地好。你不需要任何特殊的工具——只需要一个钻头。基本夹具的价格约为50美元。
你使用手持式雕刻机(plunge router)和自制或商业夹具来雕刻榫眼。你自己制作榫头材料,用圆角铣刀塑形边缘。一个限制是:大多数夹具放置在横档的一端;如果横档长度超过4英尺,这可能会非常不方便。
你使用商业夹具(如Rockler的Beadlock)来指导榫眼的钻孔,并使用制造商的榫头材料或使用特殊的铣刀自行制作。榫眼本质上是一组重叠的孔,效果出奇地好。你不需要任何特殊的工具——只需要一个钻头。基本夹具的价格约为50美元。
你使用Festool的便携式机器(Domino),它像水平式雕刻机一样工作。你从制造商那里购买榫头材料。这些机器有两种尺寸,分别适用于大型或小型接头。它们工作效果极好,价格从1069美元到1685美元不等。

基本规则:这种方法比其他方法更容易,因为你不需要切割肩部,只需要平接接头。如果你使用商业系统,你也不需要调整榫头——它们的精度是内置的。
双 锯 片
使用两个等直径的锯片,你可以使用榫头夹具同时切割两个侧壁。锯片之间有一个间隔器,其尺寸适合你的榫眼,因此你每次设置夹具时都不必调整榫头。当然,你必须在第二次设置中锯削肩部。
你可以使用商业榫头夹具或自己制作,如这里所示。使用槽刨刀组的外侧两个锯片效果很好,但它们的切割深度有限。我强烈建议使用专用的零间隙插入件,以便工件始终受到支撑。
准确调整锯片间距是这种方法的关键。首先,使用一个与榫眼宽度一样厚的胶合板圆盘,其直径与你的主轴垫圈相同——这可以让你接近所需尺寸。然后添加扑克牌或纸片垫片,直到你获得精确的配合。将垫片保存为一组,以便下次切割榫头时重复使用。
与使用榫头夹具和单锯片一样,这种方法也有一个潜在的缺点:它会占用你的台锯。
基本规则:这是一个非常巧妙的设置,特别是当你需要切割很多榫头时。自制的间隔器决定了榫头的厚度,通常不需要进行适配。
手工工具

这种方法比其他任何方法都需要更多的技巧,但使用优质锋利的工具和不断练习,你可以达到任何机械表面的精度。基本上,你先将每个榫头锯得稍大一些,然后再将其削至合适大小。这个过程很慢,但我发现它非常有价值。
你需要一个划线规(轮式划线规也可以,但使用榫眼划线规和刀规的组合更为方便)、一个背锯或日本锯、一些凿子、一个槽刨平面刨或更好的选择是router刨。

切割准确的肩部是困难的部分。我首先用刻线规来刻画它们,然后用凿子削去刻线来加深它(为锯子提供一个开始切割的凹槽),然后锯掉剩余的部分。
使用槽刨平面刨来调整榫头的厚度可以工作得很好,但使用路由器刨可以自动保持两侧壁平行且平整。它非常准确。
基本规则:手工工具虽然慢,但可以达到机械般的完美。榫头的尺寸没有限制。
铣机夹具

一些商用夹具,如上面展示的Leigh Pro Frame榫卯夹具,允许你同时切割榫颊和肩部。埋头式铣机基本上遵循夹具顶部安装的模板来制作榫头,这样制作的榫头不需要任何适配——其尺寸是预先确定的。
PantoRouter基本上以水平布局执行相同的操作,并且还具有切割其他类型接合点的优势。
你还可以使用这些夹具来切割预定尺寸的卯眼,因此所有部件都能自动匹配。当然,尺寸的范围受到夹具容量和钻头长度的限制。你还可以制作多个榫头和某些类型的斜榫头。
学习如何使用夹具需要阅读手册并严格遵循其说明。一旦你设置好,你将获得非常准确的结果。如果你不经常使用夹具,下次使用时可能需要花一些时间来弄清楚它的工作原理。对我来说,使用任何铣机夹具的缺点是操作噪音大和灰尘多。
Leigh Pro的价格约为1539美元,而裸机PantoRouter的价格为1395美元。你需要自备路由器。
基本规则:一个好的商用夹具可以同时制作卯眼和榫头,而且榫头不需要适配。
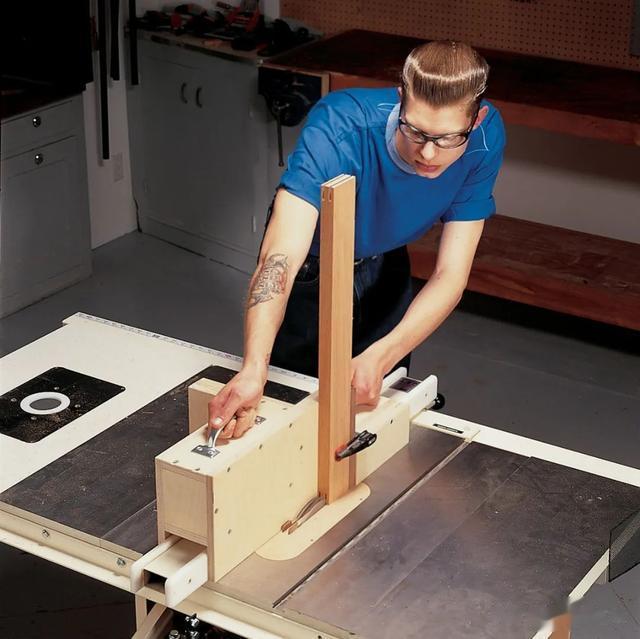
铣机倒装工作台

与使用榫槽刀具组或路由器夹具类似,这种方法可以同时切割两侧壁和肩部。榫头或工件的长度和宽度几乎没有限制。如果你已经有一个铣机倒装工作台和一个修边滑台,你就不需要任何专用设备了。把这些加起来,你就可以看出为什么使用铣机倒装工作台已经成为我最喜欢的制作榫头的方法之一。
然而,设置确实需要一些试错工作。每次制作榫头时,你都需要调整刀具的高度,以确保它们能正确配合。我使用大直径的槽刨刀具来减少必要的切割次数。
修边滑台是必不可少的。如果你自己制作,它应该有一个用于固定工件的夹具、一个防止爆裂的背板条和坚固的手柄,以确保安全。我使用的是一个商业制造的滑台,它还配备了一个米特尔条,该条在铣机倒装工作台的米特尔槽中运行。这确保了肩部的平直。(我偏好的滑台,如上图所示,来自Infinity。它的价格约为180美元,带有米特尔条。)
基本规则:路由器工作台的方法可以同时制作榫颊和肩部,因此只需要一次设置
