为了确保大家对3D打印的主要工艺有准确的了解,我们在这里分享GBT 35021-2018《增材制造工艺分类及原材料》。
本标准规定了增材制造工艺的基本原理及分类。因新技术的快速发展,本标准只给出了现有增材制造工艺的分类概况。本标准对不同增材制造工艺如何利用不同原材料进行产品制造,以及不同工艺使用的原材料种类进行了描述。增材制造技术包含多种工艺类型。根据增材制造技术的成形原理,可以分成七种基本的增材制造工艺。1,立体光固化立体光固化的定义为:通过光致聚合作用选择性地固化液态光敏聚合物的增材制造工艺。其工艺原理如图1所示。
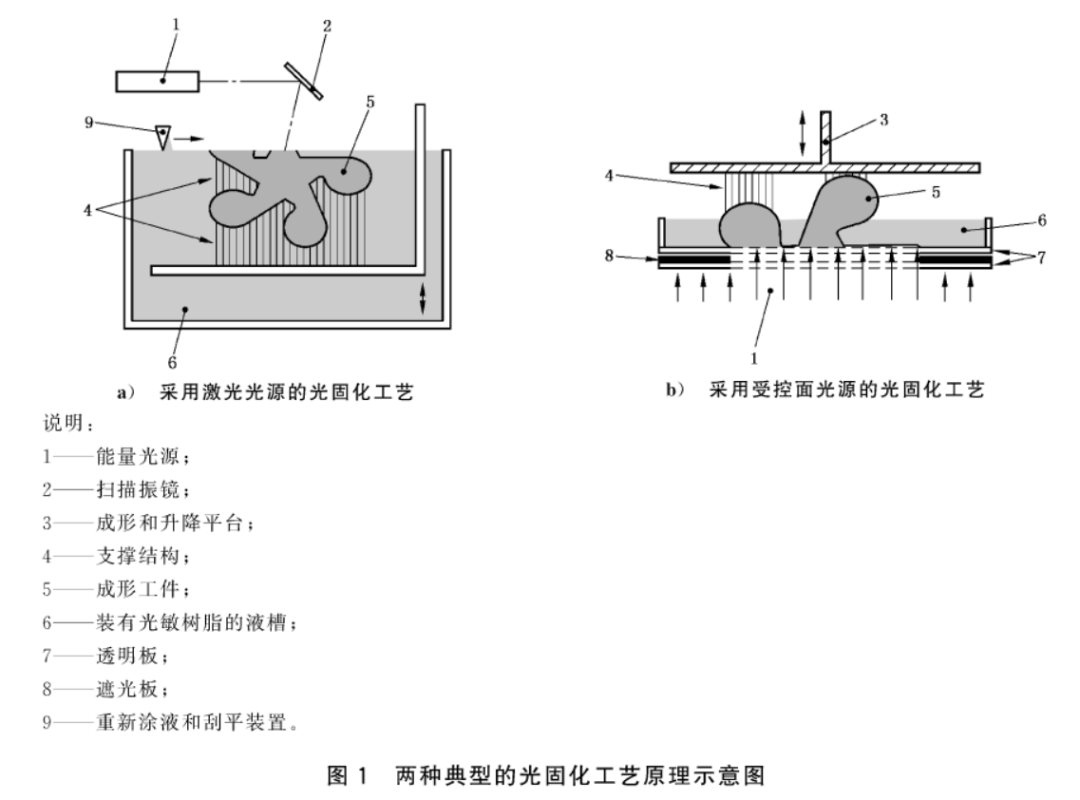
原材料:液态或糊状的光敏树脂,可加入填充物。结合机制:通过化学反应固化。激活源:能量光源照射。二次处理:清理,去除支撑材料,通过能量光源照射进一步固化。2,材料喷射材料喷射的定义为:将材料以微滴的形式按需喷射沉积的增材制造工艺。其工艺原理如图2所示。
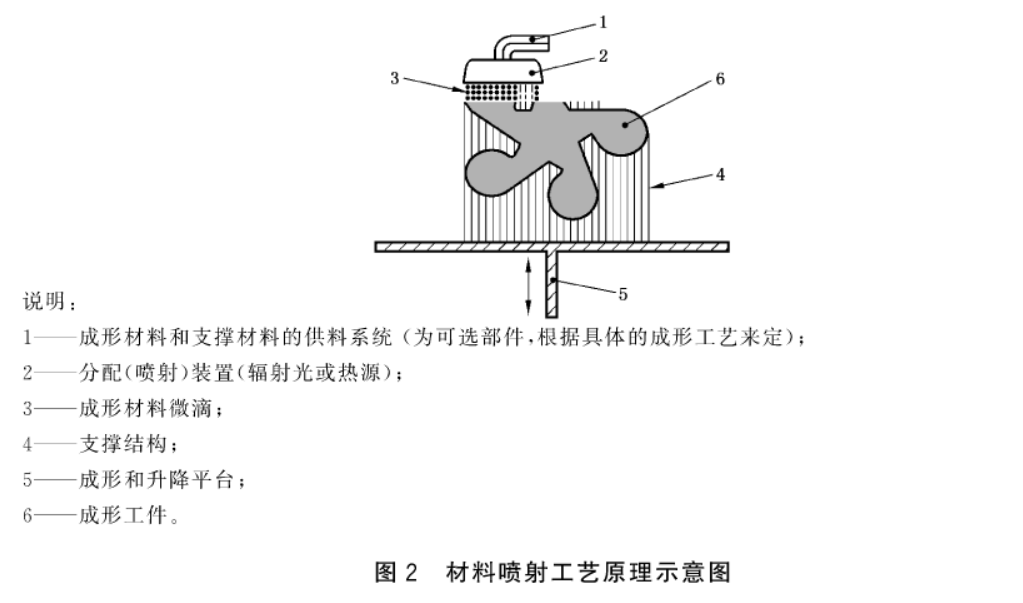
原材料:液态光敏树脂或熔融态的蜡,可添加填充物。结合机制:通过化学反应黏结或者通过将熔融材料固化黏结。激活源:用来实现化学反应黏结的辐射光源或熔融材料固化黏结的温度场。二次处理:去除支撑材料,通过辐射光照射进行进一步固化。3,粘结剂喷射粘结剂喷射的定义为:选择性喷射沉积液态粘结剂粘结粉末材料的增材制造工艺。其工艺原理如图3所示。

原材料:粉末、粉末混合物或特殊材料,以及液态粘结剂、交联剂。结合机制:通过化学反应和(或)热反应固化黏结。激活源:取决于粘结剂和(或)交联剂,与所发生的化学反应相关。二次处理:去除工件表面残留粉末,根据所用粉末和用途选择合适的液态材料进行浸渍或渗透以强化,或者根据工艺要求进行高温强化。注:目前已将蜡、环氧树脂和其他胶黏剂用于聚合物材料的浸渗和强化,而对于金属和陶瓷材料则通常使用烧结和浸渗熔融材料的方法来进行强化。4,粉末床熔融粉末床熔融的定义为:通过热能选择性地熔化/烧结粉末床区域的增材制造工艺。其典型工艺原理如图4所示。
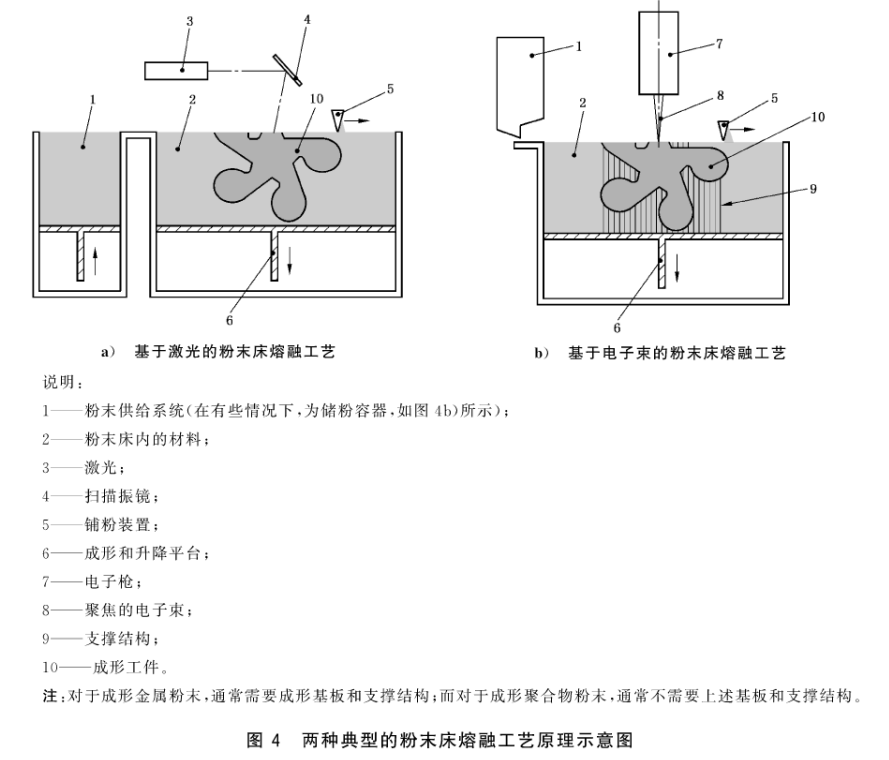
原材料:各种不同粉末,包括热塑性聚合物、纯金属或合金、陶瓷。根据具体成形工艺的不同,上述粉末材料在使用时可以添加填充物和粘结剂。结合机制:通过热反应固结。激活源:热能,特别是激光,电子束和(或)红外灯产生的热能。二次处理:去除工件表面残留粉末和支撑材料,提高表面质量、尺寸精度和材料性能的各种工艺,例如喷丸、精加工、打磨、抛光和热处理。5, 材料挤出材料挤出的定义为:将材料通过喷嘴或孔口挤出的增材制造工艺。其工艺原理如图5所示。

原材料:线材或膏体,典型材料包括热塑性和结构陶瓷材料。结合机制:通过热黏结或化学反应黏结。激活源:热,超声或部件之间的化学反应。二次处理:去除支撑结构。6,定向能量沉积定向能量沉积的定义为:利用聚焦热将材料同步熔化沉积的增材制造工艺。其工艺原理如图6所示。
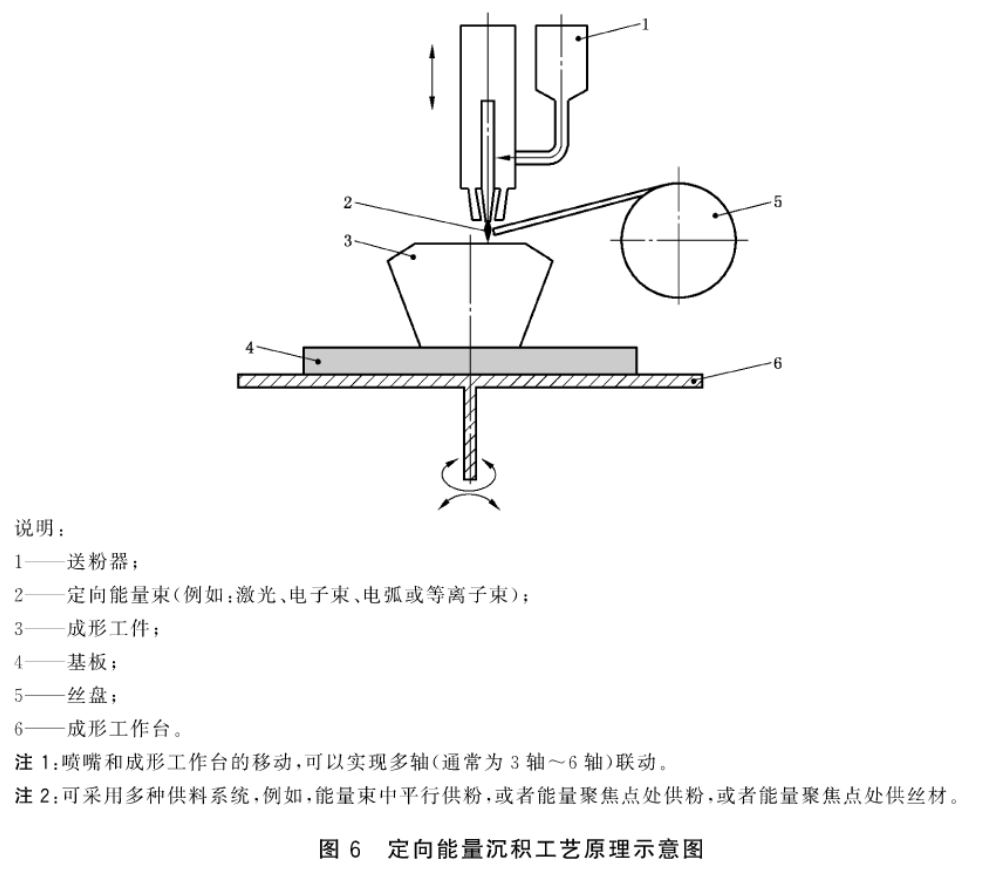
原材料:粉材或丝材,典型材料是金属,为实现特定用途,可在基体材料中加入陶瓷颗粒。结合机制:热反应固结(熔化和凝固)。激活源:激光,电子束、电弧或等离子束等。二次处理:降低表面粗糙度的工艺,例如机加工、喷丸、激光重熔、打磨或抛光,以及提高材料性能的工艺,例如热处理。7,薄材叠层薄材叠层的定义为:将薄层材料逐层粘结以形成实物的增材制造工艺。其工艺原理如图7所示。



复合增材制造工艺涉及的原材料、结合机制、激活源、二次处理根据相关增材制造工艺确定。
