本图为客户的产品示意图,要求测量如图标记的孔的尺寸公差。同一个分度圆上的10个孔,要求依次测量。

图1 测量产品示意图
根据客户产品特性,如图所示:采用电子塞规测量孔径,结合如图工装进行测量。回转工装台可带动工件回转;气动滑台可带动电子塞规进入工件测量孔位的上方;丝杆模组带动电子塞规下降,进入工件测量孔位进行测量,测量好后上升回位。

图2 测量方案示意图
本图为放上工件后,正常测量时的状态。将工件放入回转工作台上,气动滑台和丝杆模组先后移动,带动电子塞规进入测量位置(如图所示位置),开始第一个孔的孔径测量。读取传感器配套仪表显示偏差值T,该孔的孔径计算为: 22-T。
第一个孔测量完成后,丝杆模组上升回位,气动滑台不动,回转工装台旋转36°,开始测量第二个孔。

图3 测量方案示意图
丝杆模组带动电子塞规下降,再次进入测量位置,开始第二孔的内径测量(如图所示),记录第二孔的直径。然后依次将其余孔测量完,记录完成所有孔的直径。最后气动滑台退回,就可以取出工件了,完成该工件的测量。
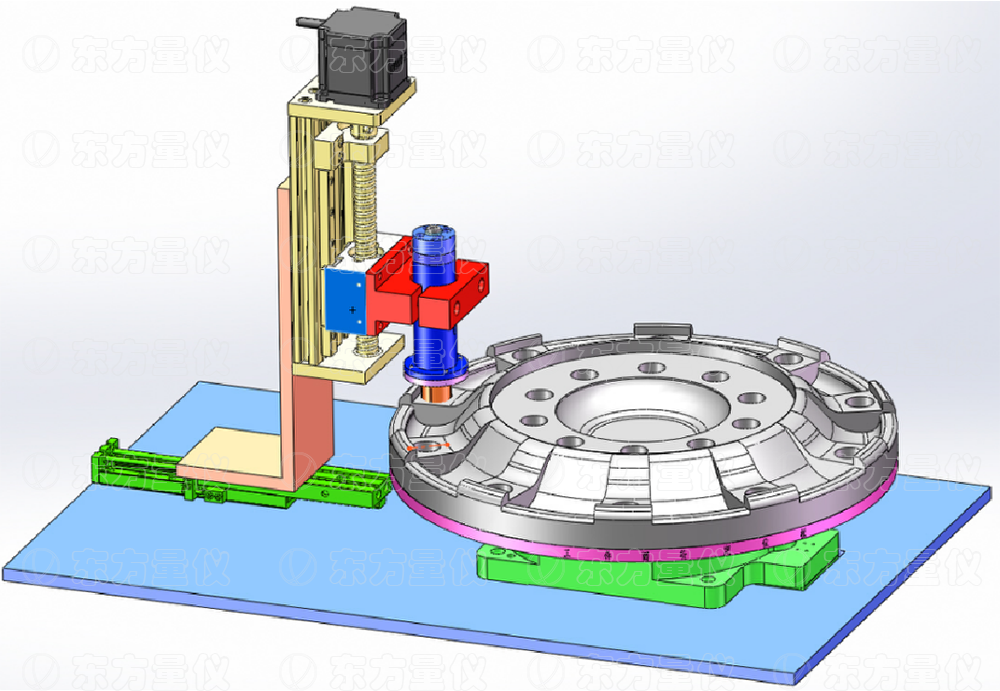
图4 测量方案示意图
本次测量方案中应用到的产品为电子塞规与MD综合测量仪。塞规内部就是一个LVDT弹性位移传感器,结合测量仪就能测量并输出该孔位的内孔公差了。
下图所示为内部传感器带测头。电子塞规及配套测量仪,测量产品前,要采用基准尺寸左右大小不同环规进行校准。然后按产品要求的基准尺寸对测量仪进行定零。这样测量时,就可以直接读取内孔偏差值。MD综合测量仪是带有显示、运算、数据存储、反馈输出功能的综合测量仪。可以代替普通的量仪+PLC或者量仪+电脑的应用。

图5 电子塞规

图6 MD综合测量仪
对于加工件的几何尺寸测量,比如高度、长度、厚度以及圆度、同心度、跳动度等,都可以采用位移传感器,结合信号处理放大器,对工件进行测量。测量的结果可以由电脑端SPC软件读取,以Excel格式保存,进行常规的统计分析,或者上传数据库等操作。


