预浸料热压成型聚醚醚酮复合材料
随着科学技术的进步和人们健康意识的提升,植入性医疗器械被越来越广泛应用于临床。聚醚醚酮(PEEK)复合材料因具有低影像学干扰、轻质高强、模量更接近人体组织、动态负载性能优异、耐腐蚀以及耐磨等特点,在医疗领域应用前景广阔。

聚醚醚酮纤维的性能与应用
热压成型是 PEEK 复合材料成型的重要方式,包括模压和热压罐成型。

预浸料模压成型示意图
热压成型过程是将预浸料裁剪铺贴后,放入模具升温加热,待温度达到成型温度后,通过加压设备对铺层后的预制体进行加压赋形,得到满足要求的制件。

JFY40 型摩擦材料专用热压机
热压成型采用的原材料既可是纤维织物与树脂粉末或薄膜的组合,也可直接采用预先浸渍的热塑性预浸料。热压过程中,层压板在面内产生压力梯度,由中心向边缘压力递减,树脂熔体发生横向渗透。由于纤维的伸长率低,层合板本身不会沿纤维方向流动,在沿纤维方面仅有树脂的溢出。此外,由于树脂熔体流动速率过低,热压成型过程中产生垂直于纤维方向阶梯压力,可能使层压板发生扭曲变形。
因此,热压成型复合材料制件的结构和性能与工艺参数密切相关。
PEEK 复合材料热压成型主要需克服三大难点:
(1) PEEK 等高性能热塑性树脂低熔体流动速率和高成型温度不利于树脂对纤维的浸渍;
(2) 热塑性预浸料常温环境下无黏性、硬挺度高,使其铺覆性不如热固性预浸料;
(3) 成型过程中的温度压力控制、降温和热处理工艺对复合材料的孔隙产生以及树脂的凝聚态结构影响复杂。
预浸料作为制造复合材料的中间材料,是连续纤维增强 PEEK 复合材料制备中的一个重要环节。下面介绍几种适用于PEEK复合材料热塑性预浸料的制备方法。
01
热熔浸渍法
常用的纤维和树脂复合的方法。如图所示,它通过螺杆挤出机将 PEEK 树脂熔化成熔体输送到密闭的模具中,纤维束通过树脂熔体被浸渍,制备预浸料。

热熔浸渍法制备热塑性预浸料
此方法要求树脂在熔融状态下有较低的粘度,与纤维有较好的浸润性;尤为重要的是树脂在熔融状态下基本没有交联反应,须具有较好的化学稳定性和较小的粘度波动。由于不采用溶剂,避免了因挥发份造成的制件孔隙含量较高的问题。缺点是在树脂熔融浸渍的纤维过程中, 通常需要较高的温度和压力。所制备预浸料柔软性、悬垂性差。
02
混编浸渍法
首先将热塑性树脂加工成微细纤维,然后将树脂纤维和增强纤维互为经纬线混编成平纹或者缎纹织物,或者将热塑性纱线和单向纤维直接复合形成混纤纱后进行编织,利用纤维柔软性和悬垂性良好的特征,混编织物中树脂纤维和增强纤维之间可发生一定程度滑动和旋转,具有一定的变形能力。在制备复杂曲面结构时,可通过纤维间的相对滑移、节点处的旋转、网格的变形实现紧密贴模。成型过程中热塑性树脂纤维在高温下熔融并在压力下实现树脂对纤维的浸润。

混编浸渍法制备热塑性预浸料
对于具有复杂曲面或精细结构的制件而言,在形成曲面的过程中会发生铺层内部的剪切形变和铺层之间的相对角度变化,具有良好的铺覆性。但是在混编过程中易造成对增强纤维的损伤,此外由于可纺性树脂熔体粘度一般较高,浸渍效果还是需要提升。增强纤维束内有相对比较多的增强纤维无法与树脂基体充分接触,造成复合材料的界面性能不佳。
03
静电粉末预浸法
基本原理是在静电流化床上将导电纤维丝束蓬松分散、丝束展宽展薄使热塑性树脂粉末能填充到纤维间,并通过预热固结方法将这些热塑粉末固定在纤维束上。静电粉末浸渍速度快,生产效率高,若采用超细粉可获得相对柔软的预浸料。
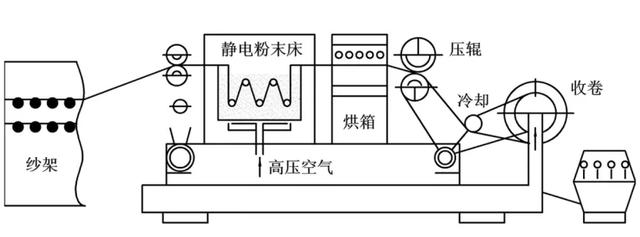
静电粉末浸渍法制备热塑性预浸料
04
悬浮液粉末预浸法
利用来源广泛、对环境无污染的水作为分散介质,将热塑性树脂细粉均匀分散、渗透到纤维束中,然后通过加热使树脂充分熔融浸渍纤维,是目前有望制备高性能、高质量热塑性预浸料的技术路线。

悬浮液粉末浸渍法制备热塑性预浸料
国外如索尔维、赫氏、巴斯夫等企业现多采用悬浮液粉末浸渍法制备热塑预浸料。
中国航空制造技术研究院采用该方法制备 PEEK 预浸料,相比于传统热熔浸渍法,减少了树脂热熔后流动的距离,获得浸润更为充分,纤维更为准直的 PEEK 热塑性预浸料。该预浸料制备的复合材料界面性能优异,层间剪切强度达 105MPa 以上,处于国际领先水平;避免了传统热熔法为降低树脂粘度而丧失的韧性和疲劳性能;制件质量优异、均匀可控,风险低。

连续纤维 PEEK 复合材料髓内钉
新型医疗植入材料的广泛应用将是一个缓慢而谨慎的过程。PEEK 复合材料因其低影像学干扰、力学强度高、动态负载性能好、模量更接近骨骼、耐腐蚀性和耐磨性优异等特点,已发展成为替代金属植入物的理想替代品。目前应用前景广阔,但也面临着诸多问题与挑战:目前基于连续纤维 PEEK 复合材料植入物的结构设计较为保守,仍参考现有的商用金属植入物开展,难以充分发挥 PEEK 复合材料的性能优势。
国内对医疗植入 PEEK 复合材料的制造尚处于起步阶段,开展相关研究将促进我国医用材料水平发展和植入性器械更新换代,提高患者人体健康,减轻患者负担,关系到每个人、每个家庭的幸福。
参考文献
[1] 孙洪霖. 连续碳纤维增强聚醚醚酮复合材料制备及性能研究[D].上海:东华大学,2021.
[2] 敖玉辉,石飞,尚垒,等.碳纤维增强聚醚醚酮复合材料的制备与性能[J].高分子材料科学与工程,2014,30(6):161-164.
[3] 刘亚男,刘晨晓,朱明浩,等.模压成型 CF/PEKK 与自动铺丝 CF/PEEK 热塑性复合材料对比研究[J].航空制造技术,2021,64(11):50-57.
[4] 滕凌虹, 曹伟伟, 朱波,等. 纤维增强热塑性树脂预浸料的制备工艺及研究进展[J]. 材料工程, 2021, 49(2):42-53.
[5] 陈平,于祺,孙明,等.高性能热塑性树脂基复合材料的研究进展[J].纤维复合材料,2005(2):52-57.
[6] 安学锋,张明,唐邦铭,等.柔性混编预浸料制造热塑性复合材料加筋结构[J].航空材料学报,2006(3):217-221.
[7] 屈李端, 陈书华, 沈镇,等.连续 CF/PEEK 预浸料制造技术研究进展[J].航空制造技术,2020,63(5):87-92.
[8] REN F, YU Y, CAO M, et al. Effect of pneumatic spreading on impregnation and fiber fracture of continuous fiberreinforced thermoplastic composites[J]. Journal of Rein forced Plastics and Composites, 2017, 36(21):1554-1563.
[9] 高亮,贾伟,石峰晖,等.反气相色谱法测定聚醚醚酮的表面性质及在提升热塑性复合材料层间性能中的应用[J].复合材料学报, 2022, 40: 1-12.
[10] LI J H, DURANDET Y, HUANG X D, et al. Additively manufactured fiber-reinforced composites: A review of me chanical behavior and opportunities[J]. Journal of Materials Science & Technology,2022,119(24):219-244.
[11] WANG P, ZOU B, DING S L, et. Effects of FDM-3D printing parameters on mechanical properties and microstructure of CF/PEEK and GF/PEEK[J]. Chinese Journal of Aeronautics,2021,34(9):236-246.
文章来源:玻纤复材
注:本站转载的文章大部分收集于互联网,文章版权归原作者及原出处所有。文中观点仅供分享交流,如涉及版权等问题,请您告知,我将及时处理!
