本图为客户要求测量产品示意图,如图所示是一个铆接件,要求铆接好时铆钉压实的面比基准面低0.2mm以上,每次三个同时铆接,要求同步完成测量。

图1 产品尺寸图
根据客户测量要求,相当于测量产品高度公差。我们决定采用三对笔式位移传感器同步测量。
每对二个传感器,一个测基准面高度误差,另一个间接测铆钉压实端高度误差,通过计算就可以得出两者的高度差符不符合图纸要求。

图2 测量方案示意图
由于铆钉压实的端部无法直接测量,所以采用图中的间接测量法。传感器与铆固头都绑定在气缸活动端,同步向下运动,在气缸固定端固定一个被测量件,测头测这个测量面。间接测出铆钉压实端部高度误差。
左图为铆固头压入前的位置,右图为铆固头压入后的位置,并开始测量。

图3 测量方案示意图
在每个铆固头附近设置一个传感器,由气缸驱动,直接测量基准面高度误差。
结合前面同步测量的铆钉压实头部高度误差,就可计算出这个铆钉压入深度合不合格了。

图4 测量方案示意图
按客户要求3个铆钉一起铆接。采用三对传感器,每对传感器测量该位置铆钉与基准面的高度误差,从而判定铆钉铆接是否合格。

图5 测量方案示意图
本次测量方案中应用到的产品为笔式传感器与MD综合测量仪。普通型传感器,有效量程:±5mm,精度:1-2um。MD综合测量仪是带有显示、运算、数据存储、反馈输出功能的综合测量仪。可以代替普通的量仪+PLC或者量仪+电脑的应用。

图6笔式位移传感器

图7 MD综合测量仪
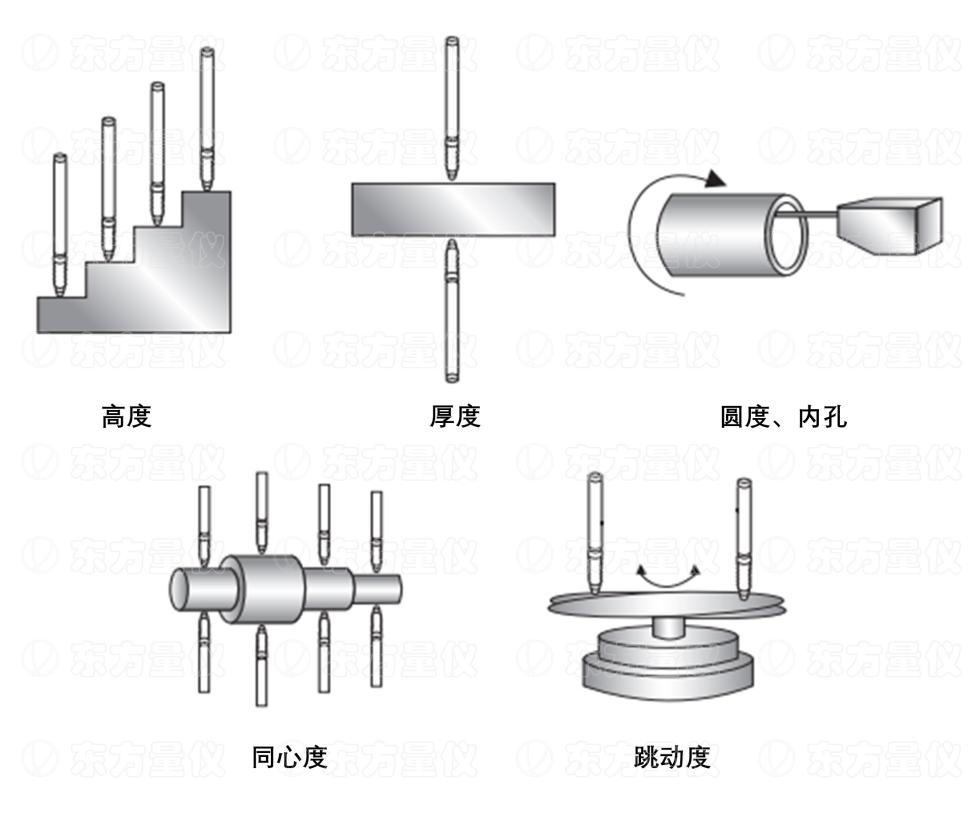
对于加工件的几何尺寸测量,比如高度、长度、厚度以及圆度、同心度、跳动度等,都可以采用位移传感器,结合信号处理放大器,对工件进行测量。测量的结果可以由电脑端SPC软件读取,以Excel格式保存,进行常规的统计分析,或者上传数据库等操作。