3.1、GMT模压成型技术及应用
GMT简介
玻璃纤维毡增强热塑性复合材料(Glass Mat reinforced Thermorplastic,简称GMT)是指以热塑性树脂为基体,以玻璃纤维毡为增强材料的一种新颖、轻质的复合材料。
GMT片材生产流程
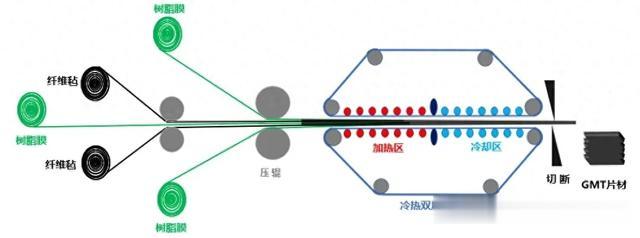
工艺流程

工艺类型

在汽车上的应用

3.2、LWRT热冲压成型技术及应用
LWRT简介
轻质玻璃纤维增强热塑性复合材料(Low Weight Reinforced Thermoplastics,简称LWRT),由热塑性树脂基体(通常为PP)和切断的长玻璃纤维增强材料组成,通过切断、松散\混合、针刺编织、热压复合制成的一种复合材料。
LWRT片材生产流程

工艺流程

工艺类型

在汽车上的应用

3.3、LFT-D模压成型技术及应用
LFT-D简介
LFT-D,在线长纤维增强热塑性材料,英文是Long Fiber reinforced Thermoplastics-Direct。

工艺流程


工艺类型

在汽车上的应用

3.4、CFRTP热冲压成型技术及应用
CFRTP简介
连续纤维增强热塑性预浸料(Continuous Fiber Reinforced Thermoplastic Prepreg,简称CFRTP),是指以热塑性树脂为基体,以连续纤维为增强材料的一种轻质高强的复合材料。
CFRTP的主要成型形态包括单向预浸料(UD)、织物型预浸料(Fabric) 以及其他方式,其中单向预浸料(UD)相关产品应用为目前主流技术之一。
CFRTP片材生产流程

工艺流程

工艺类型

在汽车上的应用

3.5、复合模压成型技术及应用
工艺流程

工艺类型

在汽车上的应用

3.6、Fiber-Form成型技术及应用
Fiber-Form成型技术

工艺类型

在汽车上的应用

连续长纤维增强热塑性复合材料的研究进展
摘要
本文介绍了连续长纤维增强热塑性复合材料的优点,以及预浸料的制备,成型工艺,并对其应用和发展情况作了分析和展望。
一、前言
多年来树脂基复合材料一直以热固性树脂基材料为主,并形成了庞大的产业。但热固性树脂基复合材料存在一些缺点,如韧性差、容易吸湿、环境适应性不佳、固化周期长、难以回收等,这些均使其发展受到一定影响。1956年美国Fiberfil公司首先用工业化生产玻纤增强尼龙,此后热塑性树脂基复合材料得到广泛的研究和应用。热塑性复合材料具有较高的断裂韧性、耐化学药品及耐水性、且热成型性能好,生产率高、成型方法多、工艺简单、生产周期短,并可多次加工,因此在工业、交通运输、国防等领域的得到广泛的应用。
在树脂中加入纤维材料可以大大的提高整体的材料性能,纤维复合材料通过三种方式吸收外力:纤维拔出、纤维断裂、树脂断裂。纤维长度增加则纤维拔出需消耗更多能量,故有利于冲击强度的提高;复合材料中纤维的端部往往是裂纹增长的引发点,长纤维端部的数量小,也使冲击强度提高;长纤维混料在充入模具时相互缠结、翻转和弯曲,而不像短纤维混料那样沿流动方向排列,因此,长纤维混料模塑制品与短纤维混料的同样模塑制件相比,各向同性程度较高,平直度较好,翘曲较小,故尺寸稳定更好;长纤维比短纤维增强热塑性塑料的热变形温度也有所提高。因此长纤维复合材料表现出比短纤维复合材料更佳的性能,可提高刚性、压缩强度、弯曲强度、耐蠕变性。热塑性复合材料分为长纤维增强型和短纤维增强型。
有研究人员对比了不同类型玻纤增强PA66的力学性能,从表中可以看出随着纤维长度的上升,各项性能都有上升的趋势。当然纤维长度并不是决定纤维复合材料性能的唯一因素,树脂对纤维的浸渍状况、纤维在基体中的分布以及纤维与基体的界面结合强度对复合材料的性能都存在重要的影响。
表1、50%含量不同类型玻纤增强PA66的力学性能
性能
连续玻璃纤维
长玻纤
短玻纤
未增强
拉伸强度(MPa)
400
254
192
70
拉伸弹性模量(GPa)
21.8
18
7.2
2.8
弯曲强度(MPa)
590
405
295
100
弯曲弹性模量(GPa)
22.8
17
11.4
2.4
目前国内对短纤维增强热塑性复合材料研究较多,但对长纤维增强的研究较少,而对连续长纤维增强的研究就更少,这是因为长纤维增强热塑性复合材料的成型方法受到一定的限制。
二、连续长纤维增强热塑性复合材料预浸料的制备工艺
连续长纤维增强热塑性复合材料制品的生产通常要经过两个步骤:
1、纤维预浸料的制备
2、成型加工。
预浸料就是在连续长纤维的表面涂覆一层热塑性树脂并制得半成品,常用的连续长纤维和树脂如下表。
表2、热塑性复合材料常用纤维和树脂
长纤维种类
树脂种类
天然纤维,如亚麻、棉纱等
玻璃纤维
玄武岩纤维
高模高强高分子量聚乙烯纤维
芳纶纤维
碳纤维
....
热塑性聚氨酯(TPU)
聚乙烯(PE)
聚丙烯(PP)
尼龙(nylon、PA)
丙烯腈-丁二烯-苯乙烯共聚物(ABS)
聚碳酸酯(PC)
聚酯(PET、PBT)
....
因为热塑性树脂的熔体黏度都很大,对纤维的良好浸渍就比较困难,所以连续长纤维增强热塑性复合材料的关键技术就是对连续长纤维的浸渍。为此研究人员开发出溶液浸渍法、熔体浸渍法、粉末浸渍法、薄膜叠层法、混编法等预浸料的制备工艺。
2.1、溶液浸渍法
该方法通常选用合适溶剂,将树脂溶解制得低粘度的溶液,浸渍纤维,然后将溶剂挥发制得预浸料。该方法克服了热塑性树脂熔融粘度高的缺点,可以很好的浸渍纤维。但该方法存在如下缺点:
1、大多数热塑性树脂很难找到合适的溶剂;
2、溶剂的蒸发和回收费用昂贵,还存在环境污染问题,且溶剂清除不完全,在复合材料中会形成气泡和孔隙,影响制品的性能;
3、如树脂可以溶解,那么复合材料耐溶剂性能必然不好。
针对如上缺陷,科技人员开发出乳液,代替完全的溶液,对纤维进行浸渍。最常采用的就是水性聚氨酯乳液,对纤维进行浸渍,然后加热使水分挥发得到浸渍料。该法用水为溶剂,无毒、安全性好,而且选用的纤维较为广泛。

2.2、熔融浸渍法
熔融浸渍法是把树脂加热融化,然后把纤维或织物直接浸在熔融液体的树脂中制造预浸料。该法需要加热,对纤维的耐热性有一定要求,如高分子量聚乙烯纤维就无法使用。因为熔体粘度高,将树脂压入纤维很困难,实际是在一定的张力下将平行的丝束从树脂熔体中拉过而浸渍纤维,为了得到很好的浸渍效果,熔体的粘度不能太高。熔融浸渍法由于工艺过程无溶剂,减少了环境污染,节省了材料,预浸料树脂含量控制精度高,提高了产品质量和生产效率。早期的熔融浸渍法类似于线缆加工,在纤维表面包覆一层树脂,但该法生产效率较低。
薄膜层叠法是将增强纤维长纱或织物,放置于两层树脂薄膜之间,然后在适当的温度下是树脂熔融、再在压力作用下制成复合材料。用这种工艺制成的复合材料,由于熔融的热塑树脂粘度太高,控制不好就不能很好的浸渍织物或纱,影响其性能。
热熔胶膜法是将树脂放在加热到成膜温度的上下平板上,调节刮刀与离型纸间的缝隙来调节预浸料树脂的量,开动机器,通过牵引辊使离型纸与纤维一起移动,上下纸的胶膜将纤维夹在中间,通过压辊将熔融的树脂嵌入到纤维中浸渍纤维,通过夹辊控制其厚度,经过冷却板降温,最后收起上纸,成品收卷。


2.3、粉末浸渍
粉末浸渍工艺是通过不同方式将粉状树脂施加到增强材料上来制得预浸料的方法,根据工艺过程的不同及树脂和增强体结合状态的差异,工艺有所差异:
1、悬浮液浸渍法,将树脂粉末及其它添加剂配制成悬浮液,纤维长丝经过浸液槽中,在悬浮液中充分浸渍后,进入加热炉中熔融、烘干。
2、流化床浸渍法,纤维或织物通过一个有树脂粉末的流化床,树脂粉末悬浮于一股或多股气流中,气流在控制的压力下穿过纤维,所带的树脂粉末沉积在纤维上,随后经过熔融炉使树脂熔化并粘附在纤维上的。
2.4、混编法
混编法是将纤维状树脂与增强纤维混编成一定形状,如带状、空心状、二维或三维等几何形状的织物,然后通过热压成型制备连续纤维增强热塑性复合材料。该法利用现有纺织技术的高效和自动化,可以降低成本,并且复合材料成型只需对现成的织物进行加工,工艺大大简化,同时编织物的纤维能保持平直状态,得到的复合材料力学性能损失小。而且织物的柔顺性和铺覆性较好,适于制备形状复杂的复合材料等。但也存在着很大的缺陷:如有的增强纤维没有得到很好浸渍,甚至形成干纤维区;存在孔隙;纤维束或编织缺陷等。
······未完,待续··············
来源:高分子材料改性、复材殿堂、复材人、复材资讯、艾邦、玻纤复材、严说一点、爱复材等等由复材先生搜集、编译、整理、汇总。
文章来源:马里亚纳锂电
注:本站转载的文章大部分收集于互联网,文章版权归原作者及原出处所有。文中观点仅供分享交流,如涉及版权等问题,请您告知,我将及时处理!
