工厂虾米
锉削加工是钳工操作中的一项基本技能,主要用于去除材料表面的多余部分,使其达到所需的尺寸和形状。通过熟练掌握锉削技巧,可以提高加工精度和表面质量。

钳工锉削示意图
锉削加工精度可达IT8~IT7,表面粗糙度值可达Ra1.6~0.8μm。
01 锉削工艺概述
定义:锉削是指使用锉刀去除材料表面的多余部分,使其达到所需的尺寸和形状的过程。
特点:
●操作简单: 锉削操作简单,易于上手。
●适用性强:适用于多种材料和不同形状的加工任务。
缺点:
●体力消耗:长时间锉削会消耗较多体力。
●效率较低:相比机械加工,手工锉削的效率较低。
●依赖手工:锉削质量受操作者技术水平的影响较大。
02 锉刀的结构原理及种类
锉刀是锉削加工的刀具,用碳素工具钢T12A制成,经热处理后其切削部分硬度达HRC62~67。
①锉刀的构造
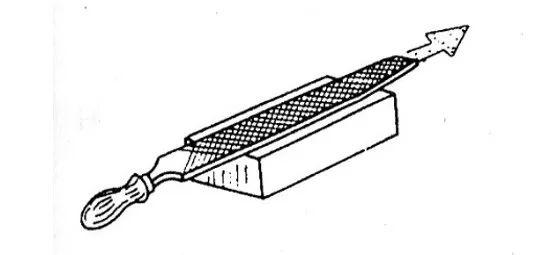
锉刀的构造主要由锉身与锉柄两部分组成。锉身的工作部分是带锉齿的上下锉面和锉边。锉刀的锉齿由专门的剁锉机上剁出,其形状及切削原理见下图。

锉刀结构

锉削加工原理
②锉刀的种类与规格
根据锉刀的用途不同,锉刀可分为普通锉刀、整形锉刀、特种锉刀三种为适应不同锉削加工需要,锉刀的锉纹按齿距的大小分为粗齿锉刀、中齿锉刀、细齿锉刀、双细齿锉刀和油光锉。

常见普通锉刀类型
●平锉:用于平面和直角面的锉削。

●半圆锉:用于圆弧面和凹槽的锉削。

●三角锉:用于锐角和狭窄空间的锉削。

●圆锉:用于圆孔和圆柱面的锉削。

③其它辅助工具
●台虎钳:用于固定材料,确保操作时材料稳定。

●砂纸:用于进一步打磨和抛光表面。

④锉刀的选用
●锉齿粗细的选择 锉齿粗细的选择主要取决于工件加工余量大小、尺寸精度和表面粗糙度要求。粗加工用粗齿,精加工用细齿。
●锉刀的规格尺寸与截面形状选择 锉刀的规格尺寸取决于工件的加工面积与加工余量及加工部位形状。一般加工面积大、余量多的工件,使用较大的锉刀。

03 锉削操作要领
①锉刀的握法
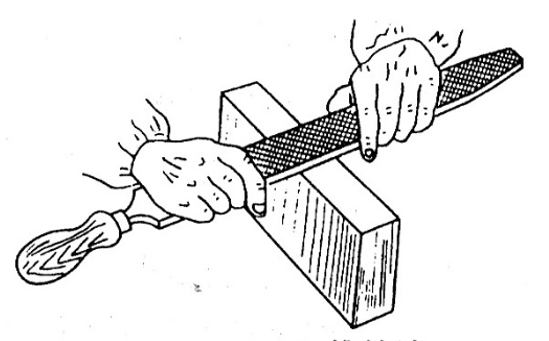
锉削时,一般用右手握住锉刀柄,左手握住或压住锉刀。

锉刀的基本握法

中小锉刀的握法
②锉削姿势及动作要领
锉削时,身体的重心放在左脚上,右腿伸直,左腿稍弯,身体前倾,双脚站稳,靠左腿屈伸产生上身的往复运动,同时完成两臂的推锉和回锉两个动作。在推锉过程中,身体的前倾角度应随着锉刀位置的变化而不断调整。锉削速度每分钟40-60次,要求推锉时的速度稍慢,回锉时的速度稍快。

锉削姿势
为了锉出平整的平面,在推锉过程中必须使锉刀始终保持水平位置而不能上下摆动。因此,在锉削过程中,右手的压力应随锉刀的前进逐渐增加,而左手的压力则随锉刀的推进而不断减少。回锉时,两手不能施加压力,以减少锉齿的磨损。
04 锉削加工方法
①装夹工件 工件必须牢固地夹在台虎钳钳口的中部,并使锉削面略高于钳口。工件夹持面已精加工时,应在钳口与工件之间垫上铜制或铝制垫片保护。
②平面锉削方法
●顺向锉法 锉削时,锉刀始终沿一个方向锉削。由于其锉纹整齐一致,比较美观,适用于中小平面加工,或者对大平面进行最后的锉光锉平。
顺向锉法
●交叉锉法 锉刀与工件成一定角度(50°~60°),交叉变换锉削方向。特点是锉刀与工件的接触面大,去屑快,适用于粗锉。

交叉锉法
●推锉法 推锉是用两手推锉刀,沿工件表面作推锉运动。推锉切削量小,主要用于修正较小的工作表面,以获得较细的表面粗糙度。
推锉法
05 锉削的技巧
●保持均匀用力:推拉锉刀时用力均匀,避免用力过猛或过轻。
●保持锉刀角度:保持锉刀与材料表面的角度一致,通常为30°左右。
●定期检查:定期检查锉削进度,确保尺寸和形状符合要求。
●使用润滑剂:对于金属材料,可以使用少量润滑油,减少摩擦和磨损。

钳工锉削加工是钳工操作中的基本技能之一,锉削操作技能往往是衡量工模具钳工技术水平的重要标志。
免责声明:本平台所发表内容及图片,标原创内容为本人原创,对转载分享的内容均标明了文章来源。对所有原创、转载文章的陈述与观点均保持中立,原创、转载和分享的内容只以学习为目的,仅供参考,不代表本人的观点和立场。如有侵权和错误,请联系删除或修改,欢迎各位同行,共同交流学习!
