轴承高效能运转的创新常见问题
100多年来,已经降低工程专业知识来处理摩擦的挑战,更有效地运作的设备。摩擦学作为公认的全球领导者,公司已发展到优化的摩擦和负载方案的能力,以帮助设计师,以减轻重量,提高可靠性,延长设备使用寿命。
轴承中国代理商最近推出高效节能的E2型轴承的性能,可以减少30%的摩擦力矩。拉丁美洲,与球轴承高效节能的竞争对手INA轴承中国纺织厂取代分销商的产品,以减少能源消耗,提高可靠性,延长使用寿命和降低整体成本。指定如轴承探索者轴承产品的使用,不仅尽量减少摩擦,而且还有助于提高可靠性和延长使用寿命。 独特的专业知识在各大行业的客户,特别是那些能源密集型产业的经验,利用我们的经验。
编辑
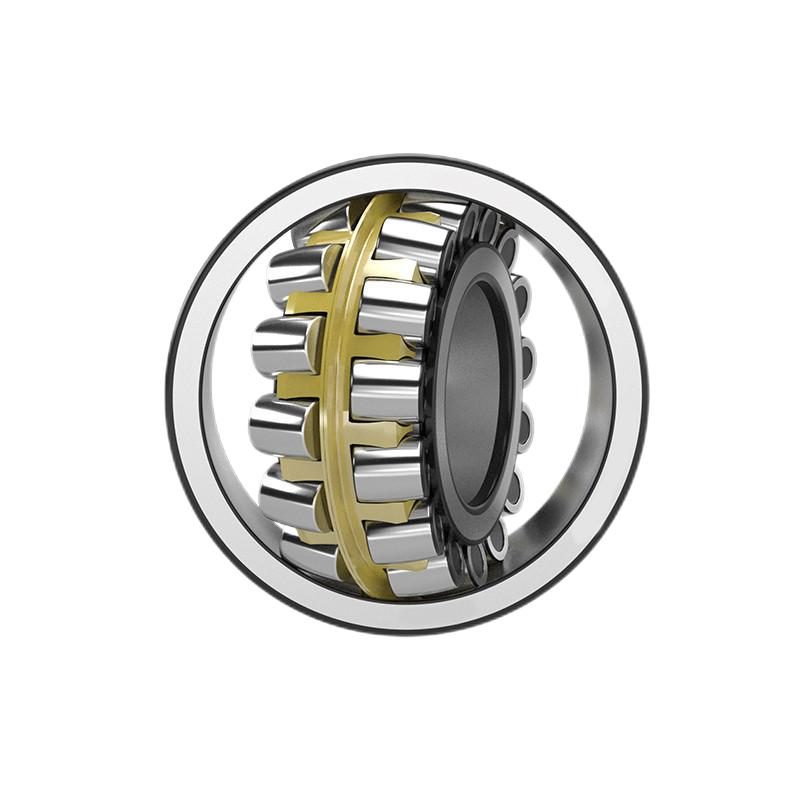
轴承正品的外包装设计,色块都非常清,并且轴承正品的钢印也就是人们常说的字头,是非常清晰的。
转动轴承时,应该非常顺畅没有异响,也不应有杂质。轴承在工作中允许有轻微的运转响声,如果响声过大或有不正常的噪音或撞击声,则表明轴承有故障。轴承防锈处理采用具有微微香味的防锈油,而且用量不大。使得整个轴承干净芳香。
轴承在横面和竖面的交接处具有精细的倒角,并具有黑边。
轴承在正常的使用过程中,轴承安装轴承的部位允许有一定的温度,当用手抚摸机构外壳时,应以不感觉烫手为正常。
如果轴承使用过程温度过高,则可以考虑润滑油质量是否符合要求或变质,润滑油粘度过高等因素;或者是安装机构装配过紧、轴承装配过紧;轴承保持架或滚动体碎裂等。
滚动轴承产生噪音的原因很多,其一是轴承内、外圈配合表面磨损。再有,轴承润滑不足,形成干摩擦,以及轴承破碎等都会产生异常的声响。
高效磨削
常见加工方法:高速磨削、缓进给深磨削、恒压力磨削、宽砂轮与多砂轮磨削
1.高速磨削
普通磨削砂轮线速度通常在30~35m/s以内。当砂轮线速度提高到45m/s以上时称为高速磨削。生产率可提高30%~40%,砂轮耐用度提高0.7~1倍,工件表面粗糙度Ra值可稳定达到0.8~0.4 μm。
2.缓进给深磨削
缓进给深磨削的深度为普通磨削的100~1000倍,可达3~30mm,是一种强力磨削方法。大多经一次行程磨削完毕。
优点:生产率高,砂轮磨损小,磨削质量好。缺点:设备费用高。
3.恒力磨削
横磨法 的特殊形式。磨削时,无论外界因素如磨削余量、工件材料硬度、砂轮钝化程度等如何变化,砂轮始终以预定的压力压向工件,直到磨削结束为止。恒压力磨削加工质量稳定,生产率高,避免砂轮超负荷工作,操作安全。
4.宽砂轮与多砂轮磨削
宽砂轮磨削是用增大磨削宽度来提高磨削效率的。普通外圆磨削的砂轮宽度为50mm左右,而宽砂轮外圆磨削砂轮的宽度可达300mm,平面磨削可达400mm,无心磨削可达1000mm。宽砂轮外圆磨削采用横磨法,主要用于大批量生产中,如磨削花键轴、电机轴等。尺寸公差等级可达IT6,Ra值可达0.4 μm。
多砂轮磨削是宽砂轮磨削的另一种形式。主要用于大批量生产中外圆和平面的磨削。近年来,内圆磨床也开始采用这种方法,用来磨削零件上的同轴孔系。

编辑
(大国龙腾运转世界 龙出东方 腾达天下 龙腾三类调心滚子轴承 刘兴邦 )
确保轴承高效运行的全面指南
维持轴承的最佳性能并延长其使用寿命,关键在于定期且恰当的维护策略。本文旨在指导您如何有效保养这些至关重要的机械组件,以保障设备的平稳运作。
轴承维护的重要性与前期检查
定期检查是预防性维护的核心,它能帮助及时识别并解决潜在问题,从而提升整体生产效率。对于已拆卸的轴承,复检其精度尺寸、旋转精准度、间隙、配合面状况以及滚道、滚动体和保持架的完好性,是判断其能否继续使用的必要步骤。不同的设备重要性及检查周期将决定具体的维护标准。
维护实践:深入清洁与检测
在轴承运行一段时间后,必要的维护包括拆解与深度清洁。推荐使用柴油作为清洁剂,既能有效清除污垢又不至于损伤轴承。特殊情况下,拆开密封件进行全面清洗更为彻底。清洗完毕,细心擦干轴承并留意表面有无损伤迹象。
进行简易状态检查时,可通过插入匹配内径的木棍或空心管轻旋轴承,监听旋转时有无异常声响,以此判断轴承是否松动或存在噪音问题。进一步,通过熔化润滑脂浸渍轴承并观察气泡情况,有助于评估轴承内部状况,为后续是否更换提供依据。
清洗细节与防锈处理
轴承的清洗流程分为初步清洗与精细清洗两个阶段,推荐在清洗容器底部放置网格以防划伤轴承。精细清洗过程中,轴承应在油中缓缓转动,同时避免异物侵入。选用中性无水柴油或煤油作为常规清洁剂,某些特定情境下可能需要温热的碱性溶液。保持清洁剂的清洁度,频繁过滤是必不可少的步骤。清洗完毕,立即涂覆防锈油或油脂,以防止轴承生锈。
结语
通过对轴承实施系统的维护与保养措施,不仅能显著提升其工作寿命,还能确保设备运行的稳定性和效率。掌握正确的保养技巧,是每个机械维护人员不可或缺的能力。

编辑
