全文约1600字

大家好,我是古老师,专注于PMC(生产计划与控制)领域的教学。今天我们要介绍的是PMC系列中的第21个表格模型——排程工序分解模型。此模型适用于在生产计划中对零件进行工序分解排程的场景。它能够自动地将已排程的零件依据工艺路线分拆为单独的工序。例如,零件A可以被分拆为从工序1到工序4:包括下料、冲压、冲孔、装配等步骤。这样的分解有助于更精细地管理和优化生产流程。
 工作流程
工作流程1. 目的
本程序文件旨在描述如何使用PMC表格模型21(工序分解模型)进行生产计划与控制中的工序分解。
2. 范围
适用于需要对零件进行工序分解排程的生产计划场景。
3. 流程
3.1 技术部-输入
开始
进入工序分解模型流程。
收集产品信息,建立工艺路线
收集产品的详细信息。
建立产品的工艺路线。
《产品工艺数据库》
将收集到的产品信息和工艺路线存入《产品工艺数据库》。
3.2 PMC部-输入
整理《MDS需求计划》
整理市场需求数据,形成《MDS需求计划》。
《MPS主生产计划》
根据《MDS需求计划》制定《MPS主生产计划》。
3.3 表格模型-输出
根据工艺数据库和MPS
使用《产品工艺数据库》和《MPS主生产计划》进行工序分解。
《工序分解负荷明细》
输出《工序分解负荷明细》,详细列出每个工序的负荷情况。
结束
完成工序分解模型的流程。
4. 相关文档
《产品工艺数据库》
《MDS需求计划》
《MPS主生产计划》
《工序分解负荷明细》
5. 注意事项
确保所有输入数据的准确性。
定期更新《产品工艺数据库》以反映最新的工艺信息。
根据实际生产情况进行调整和优化。
 产品工艺数据库
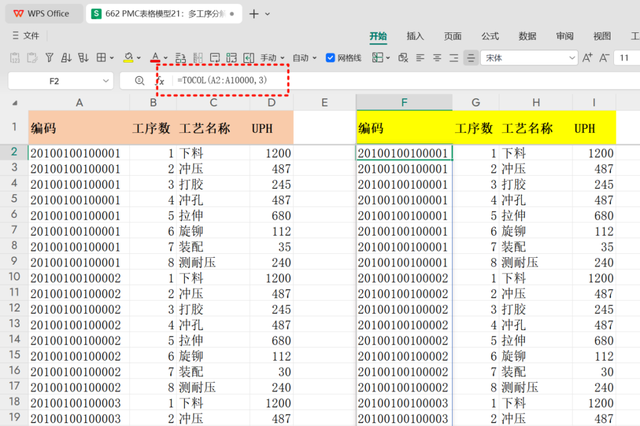
产品工艺数据库首先,设计工作簿的第一个工作表《产品工艺数据库》。在A到D列录入信息,对应的标题分别为:“编码”、“工序数”、“工艺名称”和“UPH”。这些标题下方填写对应的相关信息。
同时,在F到I列设置动态数组公式来引用A到D列的数据。参数范围设定为10000行,如果后续数据超出此范围,可以相应增加范围,例如调整至20000行等。
具体的公式如下:
在F2单元格输入 =TOCOL(A2:A10000,3),用于引用A列并将A列的数据转换成动态数组;
在G2单元格输入 =TOCOL(B2:B10000,3),用于引用B列并将B列的数据转换成动态数组;
依此类推,完成C列和D列的引用与转换。
这样设置后,可以确保数据处理的灵活性和扩展性。
接着,在K列和L列录入标题:“编码”和“工序总数”。然后在这些标题下方输入动态数组公式:
在K2单元格输入 =F2# 以引用编码。
在L2单元格输入 =GROUPBY(F2#, F2#, COUNTA,,0)。
公式解释:
=GROUPBY(F2#, F2#, COUNTA,,0):此公式对F列(即动态数组引用A列中编码的数据)进行聚合计数。其目的是计算每个编码出现的次数,这相当于计算每个编码对应的工序总数。例如,如果编码“20100100100001”出现了8次,则表示该编码对应有8道工序,具体包括:{"下料"; "冲压"; "打胶"; "冲孔"; "拉伸"; "旋铆"; "装配"; "测耐压"}。
这样设置后,可以自动统计每个编码对应的工序总数,便于后续分析和管理。
《MPS 主生产计划》继续设计第二张输入工作表《MPS 主生产计划》。这张表是PMC生产计划的核心,需要根据《MDS 需求计划》的相关信息整理和编制MPS生产计划。
在A到C列分别录入以下标题:“生产任务”、“编码”和“数量”。然后,在E到G列分别录入动态数组公式:
在E2单元格输入 =TOCOL(A2:A10000,3),用于引用A列并将A列的数据转换成动态数组;
在F2单元格输入 =TOCOL(B2:B10000,3),用于引用B列并将B列的数据转换成动态数组;
在G2单元格输入 =TOCOL(C2:C10000,3),用于引用C列并将C列的数据转换成动态数组。
这些公式将帮助你动态地引用和转换原始数据,以便于后续的数据处理和分析。

接着,在H列录入标题“工序数”。这一列的目的是引用《产品工艺数据库》中每个编码对应的工序总数。可以使用查找引用函数来实现这一目标,具体公式如下:
=VLOOKUP(F2#,工序数据库!K2#,2,0)
公式解释:
查找值:F2#,这是MPS生产计划中的编码。
数组区域:产品工艺数据库!$K$2#,这是一个包含两列的区域(“编码”和“工序总数”),由之前的 GROUPBY 函数生成。
列号:2,表示返回数组区域中的第二列,即“工序总数”。
匹配方式:FALSE(或 0),代表绝对匹配,确保只有完全匹配的结果才会被返回。

到这里,零件工序自动分解模型的两张输入工作表已经设计完成。接下来,我们将设计第三张输出表《工序分解负荷明细》。这部分内容我们将在明天继续和大家分享,请大家持续关注古老师的PMC表格模型。感谢大家的支持!
