机械密封安装密封安装操作不当影响密封失效
本文主要内容为:设备检查要求安装前尺寸检查正确的密封安装技巧
设备检查

设备检查重点检查轴的状况
没有凹陷、腐蚀或微震磨损没有锐利尖边——轴、轴肩、轴套、键槽检查轴上密封O形圈的位置确保倒角良好、干净

轴外径公差在 +/- 0.05 mm的范围内

径向跳动量和平直度总指示偏差量 < 0.10 mm。

设备实物

轴承间隙: 径向偏转量在制造商规定范围内轴向窜动量: 轴向游隙:<0.005” /0.13mm

垂直度:
填料箱相对于轴的垂直度在如下范围内:
< 4 inch / 100mm:
0.003” / 0.076mm 总指示偏差量
> 4 inch:
0.005” / 0.125mm 总指示偏差量

同轴度:填料箱相对于轴的同轴度在0.005” / 0.127mm 总指示偏差量范围内
尺寸检查

安装前尺寸检查:
轴/轴套直径填料箱孔径填料箱深度螺栓分布(PCD)首个障碍物深度压盖最大直径轴套相对于密封的最终位置
密封安装技巧

硅脂

步骤一:
用所提供的硅脂润滑轴/轴套如果硅脂不适用,联系技术部门找替代润滑物。不要使用普通商店里购买的油脂!
步骤二:
将密封滑到轴/轴套上注意不要损伤轴套O型圈安装填料箱/密封腔


步骤二:
设备必须在完成密封安装前,就组装至最终运行状态。在完成下一个安装步骤之前,设定叶轮间隙会造成端面过度压缩/压缩不足零部件可能有机械损伤


步骤三:
将密封滑到填料箱完成安装硬化垫片用手指拧紧压盖螺母用交替十字(对角锁紧)方式牢固拧紧压盖螺母不要过度拧紧——压盖变形不要使用管子来延长扳手的长度


步骤三:不要让扳手接触压盖接触会导致压盖偏离轴的中心线



步骤三:
不要让垫片接触压盖接触会导致压盖偏离轴的中心线


步骤三:
不要使用薄的垫片若可能,使用台阶垫片确保螺栓和填料箱端面垂直
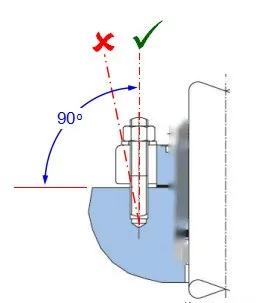

步骤三:
确保螺栓和轴的中心线同心


步骤四:
检查轴/轴套没有涂层或硬化处理如果有涂层或硬化处理,确保安装合适的螺钉依次拧紧,直到螺钉尖头恰好接触轴使用交替的方式均匀锁紧设备轴的驱动螺钉

步骤四:
使用合适的扭矩和工具过度拧紧会扭曲密封定位环


步骤五:
移动和保持定位块沿着定位块槽移动一个定位块,确保密封压盖和轴同心。如果有紧急情况!更换定位块轻轻松开压盖螺母重新定位密封压盖再次拧紧螺母和再次确认同心度


最后:
手动旋转轴,感觉是否有约束力如果轴旋转自由,说明安装成功如果感觉到约束力,重复安装流程

注意:始终在密封定位块安装完好的情况下, 运输和完成设备安装。
免责声明:本平台所发表内容及图片,标原创内容为本人原创,对转载分享的内容均标明了文章来源。对所有原创、转载文章的陈述与观点均保持中立,原创、转载和分享的内容只以学习为目的,仅供参考,不代表本人的观点和立场。如有侵权和错误,请联系删除或修改,欢迎各位同行,共同交流学习
